






















Le séchage des matériaux est une étape très importante du processus de finition. A propos de séchage à l'air ambiant dont nous avons déjà parlé. Mais dans les grandes usines (et pas seulement), il existe des installations de séchage forcé des matériaux de finition, appelées génériquement séchoirs. Elles réduisent le temps de séchage et augmentent ainsi la productivité. Ils sont généralement insérés dans les lignes de finition, en suivant le flux naturel du flux technologique, mais ils peuvent également être séparés pour les pièces finies à la main ou pour desservir plusieurs lignes de finition. Un peu plus d'informations sur ces sécheurs dans l'article suivant.
Mais tout d'abord, je voudrais vous dire que, selon la façon dont le film est formé, il y a trois types de séchage :
- Séchage physique - les produits sèchent par évaporation du solvant. Après le séchage, ces matériaux peuvent être à nouveau dissous dans le même solvant (processus réversible). Le temps de séchage physique peut être considérablement réduit en augmentant la température. C'est le cas des produits nitrocellulosiques
- Séchage chimique - le séchage de matériaux à deux composants. En réalité, c'est la réaction chimique entre les deux composants liquides qui aboutit à un troisième produit, le film de vernis, qui est solide. C'est ainsi que sèchent les produits polyuréthane, polyester et polyacrylique. Le séchage des produits monocomposants, comme les produits diluables à l'eau (dispersions acryliques), peut également être considéré comme un séchage chimique. Dans ce cas, la réaction chimique est déclenchée lorsque les molécules se rapprochent fortement les unes des autres à la suite de l'évaporation de l'eau. Contrairement à la laque nitrocellulosique, le processus est ici irréversible, c'est-à-dire que le film ne se liquéfie pas si l'on ajoute de l'eau.
- Séchage oxydatif - est le séchage et le durcissement des résines alkydes synthétiques. Dans ce cas, le séchage est le résultat de l'évaporation des solvants et d'une réaction entre la résine et l'oxygène de l'air. C'est le type de séchage qui n'est pas très influencé par l'augmentation de la température.
Retour aux séchoirs utilisé dans l'industrie. Les plus courants sont
Séchoirs à convection. Un tel séchoir comporte trois parties distinctes : la zone de désaération, la zone de séchage proprement dite et la zone de refroidissement. La zone de désaération se situe immédiatement après l'application du matériau de finition et est nécessaire pour que le film de vernis prenne le mieux possible. La température dans cette zone est proche de la température ambiante. Dans la zone de séchage, la température s'élève à 45-50 degrés Celsius. C'est là que le séchage et le durcissement du film ont lieu. Dans la zone de refroidissement, les objets sont ramenés à la température ambiante avant d'être retirés du séchoir. Le refroidissement des objets est très important car la plupart des revêtements sont thermoplastiques, ce qui signifie qu'ils sont mous à haute température. Le renouvellement de l'air dans la zone de refroidissement doit être intense.
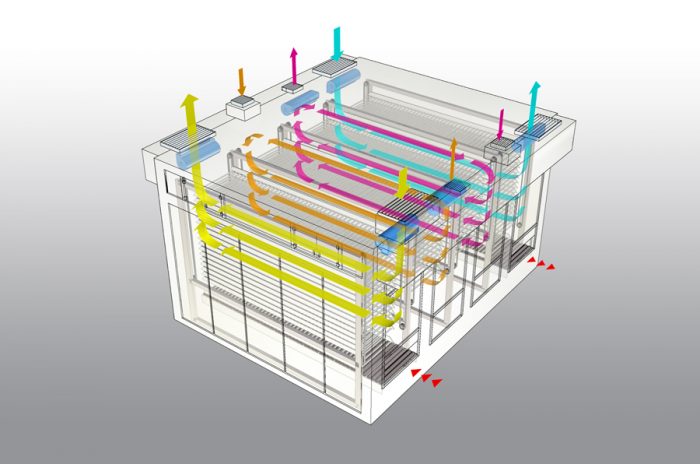
source de la photo : ceflafinishing.com
Ces sécheurs sont les plus couramment utilisés et peuvent être construits verticalement ou horizontalement. Les matériaux sont déplacés à l'intérieur de ces tunnels au moyen de plateaux qui montent et descendent dans le cas des sécheurs verticaux, ou de bandes transporteuses ou de chaînes (chaînes) dans le cas des sécheurs horizontaux. La vitesse de déplacement est calculée de manière à ce que le matériau soit sec à la sortie du tunnel.

source photo : infragasnova.com
IR Sécheurs à infrarouge. Ces séchoirs utilisent le pouvoir chauffant du rayonnement infrarouge. Le rayonnement électromagnétique d'une longueur d'onde de 0,76 µm à 1 mm est appelé infrarouge. En fonction de la longueur d'onde du rayonnement, on distingue les sécheurs IRS (rayonnement IR court), les sécheurs IRM (rayonnement moyen) et les sécheurs IRL (rayonnement long). Les sécheurs IR sont souvent combinés à des sécheurs par convection.

source de la photo : directindustry.com
Les séchoirs à infrarouge sont plus efficaces sur le plan énergétique que les séchoirs à convection.
Sécheurs ultraviolets UV. Dans ces séchoirs, le matériau est durci par les rayons UV. On utilise des vernis et des peintures spécialement formulés pour ce type de séchage (acrylique, polyester, combinés), et le durcissement est très rapide (5 à 15 secondes).
Deux types de sources de rayonnement sont utilisés : les lampes au gallium (Ga) et les lampes au mercure (Hg). Les lampes au gallium ont une longueur d'onde supérieure à 420 nm et une durée de vie d'environ 2000 heures. Elles sont utilisées pour durcir les vernis pigmentés et sont souvent combinées avec des lampes à mercure. Les lampes au mercure ont une longueur d'onde de 200 à 380 nm et une durée de vie d'environ 3 000 heures. Elles sont utilisées pour le durcissement des vernis transparents. Les lampes UV doivent être contrôlées régulièrement car leur puissance diminue avec le temps. La consommation d'énergie est nettement inférieure à celle du séchage par convection.

source de la photo : uptownfloors.com
Lors du durcissement aux UV, le solvant doit être éliminé jusqu'à ce que le produit passe sous la lampe. Les traces de solvant restantes rendent le film opalescent. C'est pourquoi un tunnel de séchage par convection ou IR est placé devant les lampes pour faciliter l'élimination du solvant. La longueur de ce tunnel dépend de la rapidité avec laquelle le solvant peut être éliminé. Pour le séchage des produits hydrosolubles, le tunnel est plus long. Le tunnel ne peut être absent que pour les produits ondulés avec le corps 100%.
Les produits à double réticulation, c'est-à-dire les produits qui combinent une réticulation UV + chimique, peuvent être utilisés pour les finitions pigmentées. Ces produits sont mélangés à des durcisseurs et, lorsqu'ils passent sous les lampes, le durcissement a lieu en surface, mais pas en profondeur. Le processus de durcissement du film se poursuit après le passage des objets sous les lampes grâce à l'ajout d'un catalyseur. Ceci est nécessaire car, en raison du pigment, les rayons UV ne peuvent pas pénétrer dans le film pour le durcir instantanément. Alors pourquoi ne pas utiliser le séchage normal sans les inconvénients des UV ? Le séchage instantané de la surface lors du passage dans les lampes signifie que le film ne retient plus la poussière atmosphérique lorsqu'il est placé sur la raclette pour un séchage complet, ce qui augmente la qualité du film (en particulier les films brillants).

Source de la photo : mpsmachine.co.uk
Le temps de séchage est un élément très important de la technologie de travail ainsi que de l'économie du processus de production, en particulier lorsqu'il s'agit de grands volumes de produits identiques. Un séchoir réduit considérablement le temps de séchage tout en augmentant la productivité. Mais si votre domaine d'activité concerne des produits artistiques, uniques, à forte intensité de main-d'œuvre et à forte valeur ajoutée, un séchoir performant n'est pas le meilleur investissement.












Ajouter un commentaire