






















Bardzo ważną częścią procesu wykańczania jest suszenie materiałów. Około suszenie w otaczającym powietrzu o których już mówiliśmy. Jednak w dużych fabrykach (i nie tylko) istnieją instalacje do wymuszonego suszenia materiałów wykończeniowych, zwane ogólnie suszarkami. Skracają one czas suszenia, a tym samym zwiększają wydajność. Zazwyczaj są one umieszczane w obrębie linii wykończeniowych, podążając za naturalnym przepływem strumienia technologicznego, ale mogą być również oddzielne dla części wykańczanych ręcznie lub obsługiwać kilka linii wykończeniowych. Trochę o tych suszarniach w następnym materiale.
Ale najpierw chcę ci powiedzieć, że w zależności od tego, jak powstaje film, istnieją 3 rodzaje suszenia:
- Suszenie fizyczne - Produkty wysychają w wyniku odparowania rozpuszczalnika. Po wysuszeniu materiały te można ponownie rozpuścić w tym samym rozpuszczalniku (proces odwracalny). Czas suszenia fizycznego można znacznie skrócić poprzez zwiększenie temperatury. Dotyczy to produktów nitrocelulozowych
- Suszenie chemiczne - suszenie materiałów dwuskładnikowych. W rzeczywistości jest to reakcja chemiczna między dwoma ciekłymi składnikami, w wyniku której powstaje trzeci produkt, warstwa lakieru, która jest ciałem stałym. W ten sposób schną produkty poliuretanowe, poliestrowe i poliakrylowe. Suszenie produktów jednoskładnikowych, takich jak produkty rozcieńczalne wodą (dyspersje akrylowe), można również uznać za suszenie chemiczne, w którym to przypadku reakcja chemiczna jest wyzwalana, gdy cząsteczki zbliżają się do siebie w wyniku odparowania wody. W przeciwieństwie do lakieru nitrocelulozowego, w tym przypadku proces jest nieodwracalny, tzn. powłoka nie staje się płynna po dodaniu wody.
- Suszenie oksydacyjne - to suszenie i utwardzanie syntetycznych żywic alkidowych. W tym przypadku suszenie jest wynikiem odparowania rozpuszczalników i reakcji między żywicą a tlenem w powietrzu. Jest to rodzaj suszenia, na który wzrost temperatury nie ma większego wpływu.
Powrót do suszarek stosowane w przemyśle. Najpopularniejsze z nich to:
Suszarki konwekcyjne. Taka suszarka ma 3 odrębne części: strefę odpowietrzania, właściwą strefę suszenia i strefę chłodzenia. Strefa odpowietrzania znajduje się bezpośrednio po nałożeniu materiału wykończeniowego i jest niezbędna do tego, aby warstwa lakieru utworzyła się tak dobrze, jak to możliwe. Temperatura w tej strefie jest zbliżona do temperatury pokojowej. W strefie suszenia temperatura wzrasta do 45-50 grd.C. Tutaj odbywa się suszenie i utwardzanie folii. W strefie chłodzenia przedmioty są doprowadzane do temperatury pokojowej przed wyjęciem z suszarki. Chłodzenie obiektów jest bardzo ważne, ponieważ większość powłok jest termoplastyczna, co oznacza, że są one miękkie w wysokich temperaturach. Wymiana powietrza w strefie chłodzenia musi być intensywna.
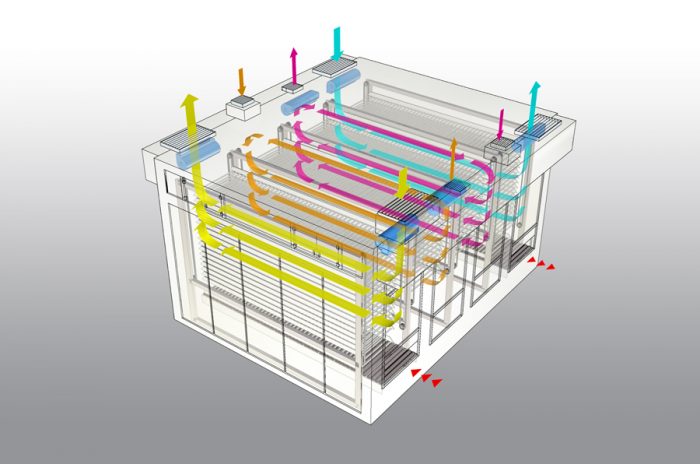
Źródło zdjęcia: ceflafinishing.com
Suszarki te są najczęściej używane i mogą być zbudowane pionowo lub poziomo. Materiały są przemieszczane wewnątrz nich za pomocą podnoszonych i opuszczanych płyt w przypadku suszarek pionowych lub przenośników taśmowych lub łańcuchowych (łańcuchów) w przypadku suszarek poziomych. Prędkość przesuwu jest obliczana w taki sposób, aby materiał był suchy po opuszczeniu tunelu.

Źródło zdjęcia: infragasnova.com
Suszarki na podczerwień IR. W takich suszarkach wykorzystywana jest moc grzewcza promieniowania podczerwonego. Promieniowanie elektromagnetyczne o długości fali od 0,76 µm do 1 mm nazywane jest podczerwienią. W zależności od długości fali promieniowania wyróżnia się suszarki IRS (krótkie promieniowanie IR), suszarki IRM (średnie promieniowanie) i suszarki IRL (długie promieniowanie). Suszarki IR są często łączone z suszarkami konwekcyjnymi.

Źródło zdjęcia: directindustry.com
Suszarki na podczerwień są bardziej energooszczędne niż suszarki konwekcyjne.
Suszarki ultrafioletowe UV. W tych suszarkach materiał jest utwardzany przez promieniowanie UV. Stosowane są lakiery i farby specjalnie opracowane do tego typu suszenia (akrylowe, poliestrowe, kombinowane), a utwardzanie odbywa się bardzo szybko (5-15 sekund).
Stosowane są dwa rodzaje źródeł promieniowania: lampy galowe (Ga) i lampy rtęciowe (Hg). Lampy galowe mają długość fali dłuższą niż 420 nm i żywotność około 2000 godzin. Stosowane są do utwardzania lakierów pigmentowych i często łączone z lampami rtęciowymi. Lampy rtęciowe mają długość fali 200-380 nm i działają przez około 3000 godzin. Są one używane do utwardzania lakierów bezbarwnych. Lampy UV muszą być regularnie sprawdzane, ponieważ ich moc spada wraz z upływem czasu. Zużycie energii jest znacznie niższe niż w przypadku suszenia konwekcyjnego.

Źródło zdjęcia: uptownfloors.com
Podczas utwardzania promieniami UV rozpuszczalnik musi być usuwany, dopóki produkt nie znajdzie się pod lampą. Pozostałe ślady rozpuszczalnika sprawiają, że folia opalizuje. Dlatego przed lampami znajduje się tunel konwekcyjny lub tunel suszenia IR, który pomaga usunąć rozpuszczalnik. Długość tego tunelu zależy od tego, jak szybko można usunąć rozpuszczalnik. W przypadku suszenia produktów rozpuszczalnych w wodzie tunel jest dłuższy. Tunelu może brakować tylko w przypadku produktów falowanych z korpusem 100%.
Produkty o podwójnym utwardzaniu, tj. produkty o połączonym utwardzaniu UV i chemicznym, mogą być stosowane do wykończeń pigmentowanych. Takie produkty są mieszane z utwardzaczami, a gdy przechodzą przez lampy, utwardzanie odbywa się na powierzchni, ale nie w głębi powłoki. Proces utwardzania powłoki jest kontynuowany po wyjściu obiektów spod lamp dzięki dodanemu katalizatorowi. Jest to konieczne, ponieważ ze względu na pigment promieniowanie UV nie może przeniknąć przez folię, aby ją natychmiast utwardzić. Dlaczego więc nie użyć normalnego utwardzania bez kłopotów z UV? Natychmiastowe suszenie powierzchni podczas przechodzenia przez lampy oznacza, że folia nie zatrzymuje już pyłu atmosferycznego po umieszczeniu na rakli w celu całkowitego wysuszenia, zwiększając w ten sposób jakość folii (zwłaszcza folii błyszczących).

Źródło zdjęcia: mpsmachine.co.uk
Czas suszenia jest bardzo ważnym elementem w technologii pracy, a także w ekonomii procesu produkcyjnego, zwłaszcza w przypadku dużych ilości identycznych produktów. Suszarka znacznie skraca czas suszenia, jednocześnie zwiększając wydajność. Jeśli jednak Twoja działalność obejmuje artystyczne, unikalne, pracochłonne produkty, które stanowią wartość dodaną, wysokowydajna suszarka nie jest najlepszą inwestycją.












Dodaj komentarz