



















Prelucrarea primara a lemnului, debitarea furnirelor, prelucrările pentru obținerea semifabricatelor duc la obținerea unor suprafețe rugoase apărute din cauza secționării fibrei lemnului. Tot în urma prelucrărilor pot apărea lovituri, zgârieri, pete ce trebuie îndepărtate dacă la final vrem un produs de calitate. Șlefuirea în alb este operațiunea ce rezolvă aceste probleme și este o etapă foarte importantă. De felul cum este făcută, de cât de bine sunt alese materialele și utilajele folosite depinde calitatea finală a produselor. Șlefuirea corectă are ca rezultat o suprafață bine calibrată, uniformă și cu tușeu plăcut. Așa că veți citi un articol despre slefuire lemn în general, despre slefuirea industriala a lemnului și a panourilor derivate, despre alegerea materialelor abrazive, despre pânze abrazive și masini de slefuit cu bandă.
Factorii de care depinde o șlefuire de calitate. Alegerea materialelor
Materialele abrazive pentru lemn sunt sub diverse forme: role, benzi, discuri, bureți abrazivi. Indiferent de prezentare ele au trei părți componente – suportul, granulele abrazive și adezivul care le ține împreună. Fiecare dintre ele influențează procesul de șlefuire.
Suportul
Trebuie să fie rezistent pentru a suporta presiunea care se exercită în timpul șlefuirii și a menține granulele lipite de el. Cele mai folosite suporturi sunt pânza și hârtia. Pânza se folosește când este nevoie de rezistență și flexibilitate, la calibare și la șlefuirea profilelor. Hârtia are diferite greutăți, putând merge de la 90 g/m² până la 280g/m². Greutatea este direct proporțională cu rezistența și rigiditatea materialului abraziv. Pentru utilaje de șlefuire se foloseste cea mai mare de 220 g/m² .
Adezivul
Lipirea este făcută în 2 etape, încleiere și reîncleiere, folosind ca adezivi rășini sintetice. Încleierea lipește granulele iar reîncleierea le fixează. Cantitatea de adeziv depusă are și ea influență. Un strat subțire face materialul mai agresiv, dar mai puțin rezistent, iar unul mai gros scade agresivitatea și crește rezistența în timp. La calibrare se va folosi un material agresiv, pe când la șlefuirea între straturi unul cu o agresivitate scăzută.
Granulele abrazive
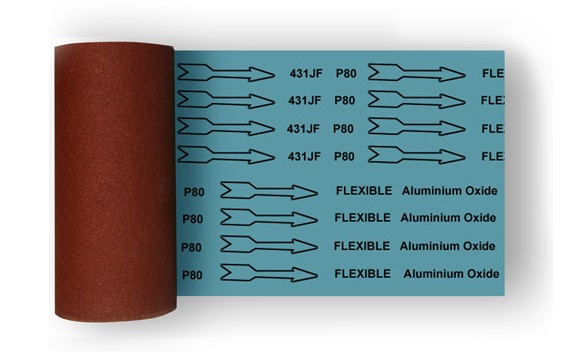
Ele sunt cele care acționează efectiv asupra materialului ce trebuie șlefuit. Cele mai folosite sunt cele de oxid de aluminiu și de carbură de siliciu. Oxidul de aluminiu poate fi folosit pentru toate tipurile de șlefuiri, granulele fiind ascuțite și suficient de dure. Carbura de siliciu este mai dură, dar granulele sunt mai puțin ascuțite. Este folosita la șlefuirea lemnului dur (stejar). Importantă este și densitatea granulelor (presărarea). Dacă granulele sunt rare materialele abrazive se vor încărca mai greu cu praf de la șlefuire iar o densitate mare va face șlefuirea mai uniformă.
Granulația este principalul indicator după care se face alegerea materialelor abrazive și este reprezentata printr-un număr. Federația Europeană a Producătorilor de Abrazive (FEPA) a ales reprezentarea de tipul Pxx. Aceasta este folosită și la noi cu toate că nu este unica reprezentare. Dimensiunile granulelor sunt din ce în ce mai mici pe măsură ce granulația crește. O hârtie cu granulație mică se folosește la șlefuiri grosiere (P80, P100), pe când una cu granulație mare la șlefuiri fine (P320, P400).
Mașini industriale de șlefuit
Șlefuirea indistriala se poate face cu mașini cu benzi abrazive sau mașini cu perii rotative. Șlefuirea lemnului se face în special benzi. Periile sunt folosite pentru a obține suprafețe speciale de tipul lemnului structurat sau antichizat. În schimb la șlefuirea între straturi sau la lustruirea lacului se folosesc perii speciale cu “peri” din hârtie abrazivă fină sau din materiale mai delicate, cum este pâsla sau lâna. Dar mașinile de șlefuit cu perii rotative vor face obiectul unui alt articol.
Mașini de șlefuit cu bandă abrazivă
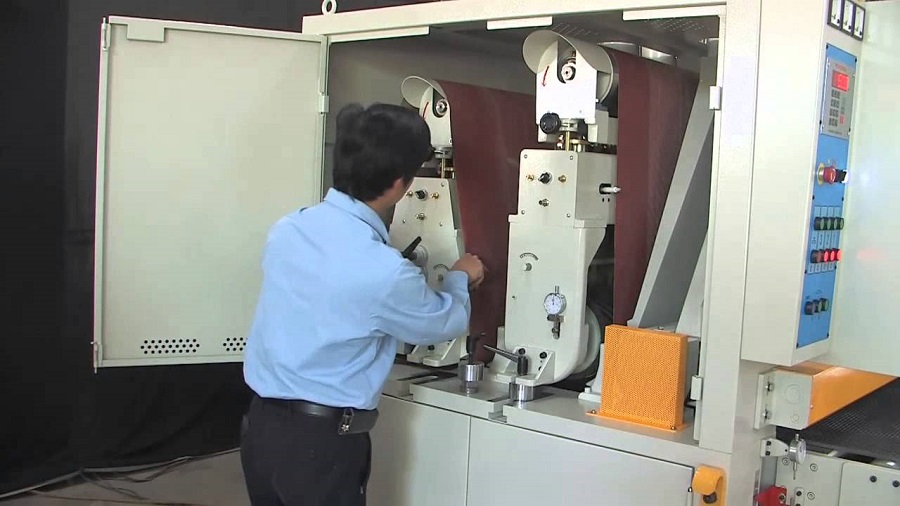
Mașinile de șlefuit pot fi cu una, cu mai multe benzi (2 sau 3), de granulații diferite, montate succesiv. Foarte important în cazul acestor mașini este ca banda să fie montată și scoasă cu ușurință și să fie bine tensionată pentru a face o șlefuire eficientă. Dispozitivul pe care se montează se rotește continuu iar obiectul este șlefuit în momentul când vine în contact cu banda.
Pot fi separate sau integrate în linii de prelucrare ce urmează fluxul tehnologic. Sunt mașini cu o singură bandă (o singură granulatie) sau au montate benzi abrazive succesive, cu granulații diferite, care reproduc un întreg proces de șlefuire în etape. Mașinile pot fi mai mult sau mai puțin automatizate în funcție de cerințele de producție.
La toate aceste mașini cea care muncește este banda abrazivă care se rotește continuu. Fiind o mișcare mecanică repetitivă, calitatea benzii și lipsa defectelor este foarte importantă. Orice defect, cât de mic, se va regăsi multiplicat si amplificat pe suprafața șlefuită. De exemplu, un defect de îmbinare a hârtiei se poate vedea pe un panou șlefuit ca o bandă teșită care apare la distanțe egale. Ce este mai trist este ca defectul apărut este aproape invizibil după șlefuire, fiind însă foarte vizibil după băițuire și lăcuire. De aceea modul de realizare a îmbinarii benzilor și depozitarea lor sunt foarte importante.
Îmbinarea și depozitarea benzilor abrazive
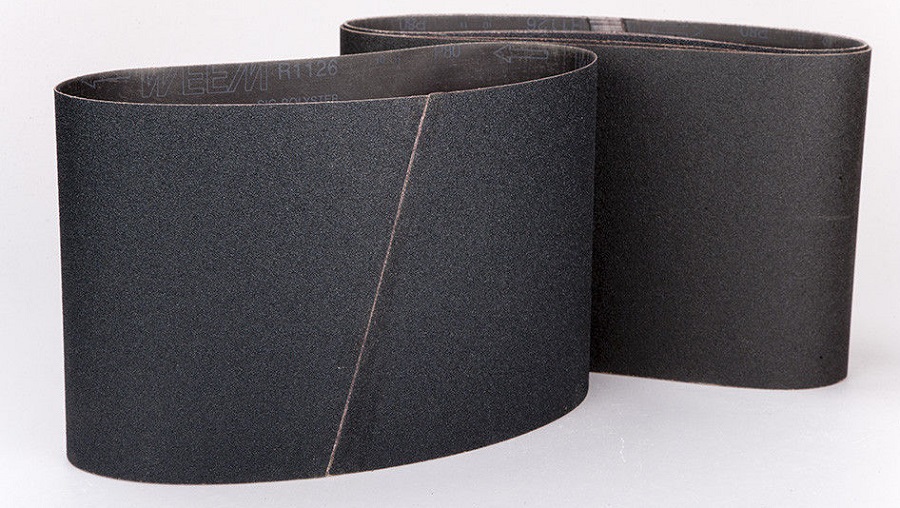
Îmbinarea benzilor trebuie să fie la fel de rezistentă ca și materialul abraziv, să aibă aceeași grosime, iar banda rezultată să fie perfect cilindrică. Doua tipuri de îmbinari se folosesc cel mai des, îmbinarea de tip A și de tip B.
Îmbinarea de tip A este specifică suportului de hârtie și se face prin supraunerea capetelor fără a întrerupe continuitatea materialului abraziv (fără îndepărtarea lui). Banda are aceeași grosime pe toată lungimea, iar șlefuirea se face fără apariția benzilor pe produs.
Îmbinarea de tip B se face benzilor cu suport textil. În zona de suprapunere, materialul abraziv este îndepartat parțial pentru ca banda să nu fie mai groasă pe acea porțiune.
Pentru păstrarea calității este important și modul cum se face depozitarea pânzelor abrazive. Temperatura și umiditatea din depozit, modul cum stau (atârnate sau puse pe raft), dacă sunt în pachetele originale sau nu, toate au influență asupra benzilor și nerespectarea indicațiilor producătorilor poate duce la apariția unor mici defecte care duc la mari rebuturi. De exemplu, dacă sunt ținute atârnate este recomandat să aibă suficient loc cât să nu se frece între ele. Această frecare poate duce la tocirea sau desprinderea materialului abraziv și la scăderea calității.
Un alt criteriu important la mașinile de șlefuit este viteza de șlefuire. Nu toate materialele se șlefuiesc cu aceeași viteză și o viteză prea mare poate duce la supraîncălzirea pânzei și scăderea calităților ei. De exemplu, un lemn dur de foioase se șlefuieste cu o viteză între 15 și 22 m/s, la fel ca MDF-ul, pe când lemnul de rășinoase între 12 și 18 m/s. De cea mai mare viteză are nevoie furnirul (20-30 m/s), iar grundul de cea mai mică (5-15 m/s).
Cum putem face ca banda abrazivă să reziste cât mai mult în aceleași condiții de calitate
În timpul procesului de șlefuire în spațiul dintre granulele abrazive se poate acumula praf. Acest lucru duce la scăderea calității șlefuirii și la creșterea temperaturii în timpul procesului. Banda își pierde calitățile și trebuie înlocuită pentru a continua să obținem produse de calitate.
O alt rezultat al folosirii îndelungate sau necorespunzătoare a benzii este tocirea granulelor sau dezlipirea lor. Continuarea folosirii lor duce la șlefuire proastă, cu defecte.
Ce trebuie făcut ca banda de șlefuit să poată fi folosită cât mai mult fără a face însă rabat la calitate? Iată câteva sugestii:
- Alegeți viteza mașinii de șlefuit în funcție de material;
- Alegeți întotdeauna banda de șlefuit în funcție de tipul operației (calibrare, șlefuire între straturi, etc) și materialul ce urmează a fi șlefuit (lemn dur, lemn moale, furnir, MDF);
- Alegeți granulația potrivită etapei de lucru;
- Verificați înainte mașina de șlefuit, montați corect banda și ajustați parametrii atunci când procesul tehnologic sau materialul o cere;
- Verificați ca sistemul de exhaustare să funcționeze corect iar praful rezultat în urma șlefuirii să fie imediat și corect aspirat. Folosirea unor benzi abrazive speciale, cum sunt cele cu stearat, pot reduce acumularea de praf între granulele de abraziv.
O șlefuire corecta depinde într-adevar de mulți factori, dar este bine ca ei să fie respectați. Altfel riscul este să nu obțineți o suprafață de foarte bună calitate iar acest lucru să nu fie vizibil decât în faze avansate ale producției, când remedierea este mult mai dificilă. Pentru a nu avea astfel de probleme este bine să cereți cât mai multe informații furnizorilor de materiale abrazive si ai celor de mașini de șlefuit și sa nu ezitati sa le cereti sprijinul ori de cate ori este nevoie.










Adaugă comentariul