



















Nowoczesne kuchnie coraz częściej zdominowane są przez elektroniczne gadżety czy wszelkiego rodzaju stalowe noże, przez co pomijamy jeden fundamentalny element - powierzchnię do krojenia. Deska do krojenia to nie tylko podstawka, ale fundament, na którym opiera się niemal każde kulinarne przygotowanie. Podczas gdy rynek jest pełen opcji, od plastiku po szkło, istnieje jedna kategoria, która jest szczególnie ważna. Święty Graal dla profesjonalnych kucharzy i entuzjastów obróbki drewna: rozdrabniacz ziarno końcowe (włókno końcowe).
W tym artykule staram się wyjaśnić, dlaczego ta konstrukcja jest lepsza, a w tym celu zapraszam do warsztatu Creative Bear, aby prześledzić proces produkcji takiego tasaka z orzecha włoskiego.

Dlaczego drewno do rozdrabniacza kuchennego?
Przed przystąpieniem do omawiania gatunku drewna, należy zrozumieć, dlaczego drewno pozostaje królem w kuchni. Plastikowe deski do krojenia są tanie, ale szybko się rysują i zamieniają w hotele dla bakterii, których trudno się pozbyć nawet w zmywarce. Szklane lub marmurowe, choć higieniczne, są wrogiem numer jeden noży, niszcząc krawędź tnącą niemal natychmiast.
W świecie rozdrabniaczy do drewna istnieją trzy szerokie kategorie:
1. Ziarno licowe (włókno wzdłużne) - klasyczne tasaki, w których wzór włókien drewna jest widoczny na całej powierzchni. Są piękne, ale mają tę wadę, że poziomo ułożone włókna łatwo się przecinają podczas cięcia, pozostawiając widoczne ślady.
2. Ziarnistość krawędzi - Drewniane listwy są toczone na krawędziach i klejone. Są one twardsze niż poprzednie, ale zachowują ten sam problem z orientacją włókien, który prowadzi do szybszego niszczenia.
3. Ziarno końcowe (włókno końcowe) - W tym miejscu wkracza inżynieria. Drewno jest cięte i układane w taki sposób, aby roczne słoje wzrostu były skierowane w górę w kierunku powierzchni cięcia.
Magia rozdrabniaczy końcowych - samoregeneracja i higiena
Dlaczego struktura końcowego ziarna jest uważana za lepszą? Aby lepiej to zrozumieć, porównam powierzchnię drewna do powierzchni pędzla trzymanego w górze. Mikroskopijna struktura drewna składa się z rurkowatych włókien. W rozdrabniaczu końcowym włókna te są zorientowane pionowo. Gdy ostrze noża uderza w powierzchnię, nie przecina włókien, ale oddziela je, przechodząc przez nie. Gdy tylko nóż zostanie podniesiony, włókna, ze względu na naturalną elastyczność drewna, mają tendencję do powrotu do swojej pierwotnej pozycji. Tworzy to efekt “samoleczenia”. Zadrapania są znacznie mniej widoczne, a rębak zachowuje swój gładki wygląd przez lata.
Co więcej, korzyści rozciągają się na:
- Ochrona noża - ponieważ ostrze nie jest odporne na pękanie włókien, krawędź pozostaje ostra znacznie dłużej.
- Doskonała higiena - ponieważ nacięcia są płytkie, bakterie nie mają gdzie się ukryć. Drewno ma naturalne właściwości antybakteryjne, które w połączeniu z odpowiednią konserwacją sprawiają, że jest ono wyjątkowo bezpieczne.
Z warsztatu Creative Bear: proces tworzenia deski do krojenia z drewna orzechowego
Teoria jest fajna, ale praktyka pokazuje prawdziwą złożoność tych przedmiotów. Dlatego zapraszam do śledzenia procesu produkcji siekacza do drewna, w którym jako głównego bohatera wybrałem orzech włoski - szlachetną esencję cenioną za średnią twardość, doskonałą stabilność i, co nie mniej ważne, głęboki, czekoladowy kolor.
1. Wybór i cięcie
Wszystko zaczyna się od surowej szafki z orzecha włoskiego. Selekcja jest rygorystyczna: unikamy dużych sęków lub pęknięć, które mogłyby zagrozić ostatecznej strukturze. Drewno jest prostowane i strugane na grubość, a następnie cięte na długie, idealnie równe paski.



2. Pierwsze wiązanie - fundament
Paski orzecha są układane obok siebie, tworząc pierwszy panel. W tym miejscu pojawia się bardzo ważny szczegół techniczny: wybór kleju. W przypadku przedmiotu, który będzie stał w kuchni, narażony na ciągłe działanie wilgoci i wielokrotne mycie, nie możemy iść na kompromis. Potrzebujemy kleju, który jest wysoce odporny na warunki panujące w kuchni - dużo wody, wilgoć atmosferyczna i para wodna. Zdecydowałem się użyć Tiszabond 1kD4, jednoskładnikowego kleju klasy D4, co oznacza, że oferuje on maksymalną odporność na wilgoć i wodę. Po wyschnięciu klej staje się obojętny i niezwykle mocny, gwarantując, że siekacz nigdy się nie odklei, bez względu na to, jak często będzie myty.
! Uwaga dla bystrzaków: na zdjęciach produkcyjnych można zauważyć, że nakładam klej z pojemnika oznaczonego jako “D3”. Nie jest to błąd. Kupuję klej D4 w dużych ilościach, ale wolę przenosić i ponownie używać mniejszych pojemników, które są znacznie bardziej ergonomiczne. Znacznie łatwiej jest mi ich używać do szybkiego i precyzyjnego nakładania na krawędzie części.




3. Transformacja - od podłużnej do poprzecznej
Po wysuszeniu pierwszego panelu następuje etap, który definiuje ten typ niszczarki. Panel jest cięty w poprzek na nowe paski. Jeśli teraz spojrzymy na te paski, zobaczymy pierścienie wzrostu orzecha włoskiego - włókno końcowe. Te nowe paski są obracane o 90 stopni, odsłaniając włókna końcowe “w pełnym widoku”. W tym momencie możemy tworzyć wizualne wzory (takie jak “cegła” lub szachownica) poprzez przesunięcie rzędów.



4. Drugie lutowanie
Obrócone paski są ponownie sklejane, tworząc ostateczny blok. Dociskanie musi być równomierne, a użycie kleju D4 ponownie zapewnia niezniszczalne połączenie między włóknami.



5. Precyzyjna kalibracja CNC
Jednym z największych wyzwań w przypadku rozdrabniaczy końcowych jest uzyskanie idealnie płaskiej powierzchni. Włókna końcowe są niezwykle twarde i trudne w obróbce za pomocą rozdrabniacza abricht lub konwencjonalnej maszyny grubościowej, co wiąże się z ryzykiem wyrwania włókien na wyjściu (“tear-out”).
Aby wyeliminować to ryzyko i osiągnąć idealną płaskość, zastosowaliśmy najnowocześniejszą technologię. Kalibracja (doprowadzenie do jednolitej grubości i spłaszczenie czoła) została przeprowadzona na maszynie CNC Danibrum. Frezowanie na maszynie sterowanej numerycznie pozwala nam usuwać materiał z dokładnością do ułamków milimetra. CNC przesuwa się po twardej powierzchni orzecha bez wysiłku, pozostawiając idealnie płaską powierzchnię gotową do szlifowania. Ten krok stanowi różnicę między “rustykalnym” ręcznie wykonanym produktem a profesjonalnym, idealnie stabilnym produktem na blacie kuchennym.


6. Szlifowanie i wykańczanie
Po obróbce CNC następuje szlifowanie progresywne. Ponieważ włókno jest “stojące”, szlifowanie wymaga cierpliwości, przechodząc przez różne ziarna, aż powierzchnia będzie gładka jak szkło w dotyku.
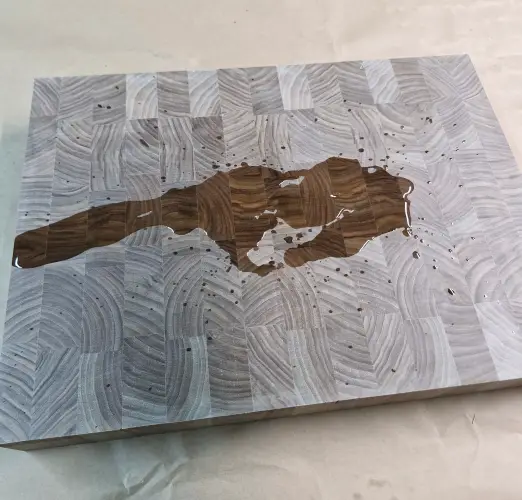
Ostatnim krokiem jest nałożenie oleju. Olej mineralny klasy spożywczej jest nakładany na rozdrabniacz. Orzech włoski chętnie wchłania olej, a włókno ciemnieje, tworząc spektakularny kontrast. Aby uszczelnić, nakładamy mieszankę oleju i wosku pszczelego jako warstwę wierzchnią.

To, co zaprezentowaliśmy powyżej, to podstawa - klasyczny rozdrabniacz końcowy, model referencyjny, w którym piękno wynika z symetrii “cegieł” orzecha włoskiego, jakości kleju Tiszabond i idealnej płaskości uzyskanej mechanicznie. Jest to “prosty” projekt tylko z pozoru, testujący cierpliwość i rygor każdego stolarza. Ale pamiętaj: dobrze wykonany rozdrabniacz do końcowych ziaren to coś więcej niż tylko akcesorium kuchenne, to pamiątka, którą można przekazać spadkobiercom. Powodzenia!
Artykuł napisany przez Mihai Ursu - Creative Bear











Dodaj komentarz