
















Cómo aplicar los barnicesrecomendados en las fichas técnicas de los productosme recordó un método de aplicación que se trata injustamente con menos confianza que otros métodos de aplicación. Se trata de la colada, un método muy utilizado en el pasado y mucho menos ahora, aunque su uso conlleva algunas ventajas.
La principal ventaja de la aplicación por colada es la reducción de la pérdida de material. El método de aplicación más utilizado es la pulverización, pero la cantidad de material perdido oscila entre 20-25% para paneles enteros y 60-100% para objetos más complicados. Esta pérdida se reduce sustancialmente con el colado.

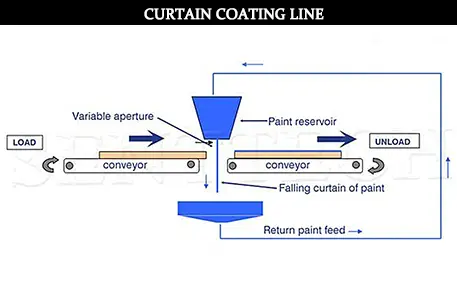
fuente de la foto szjxuv.com
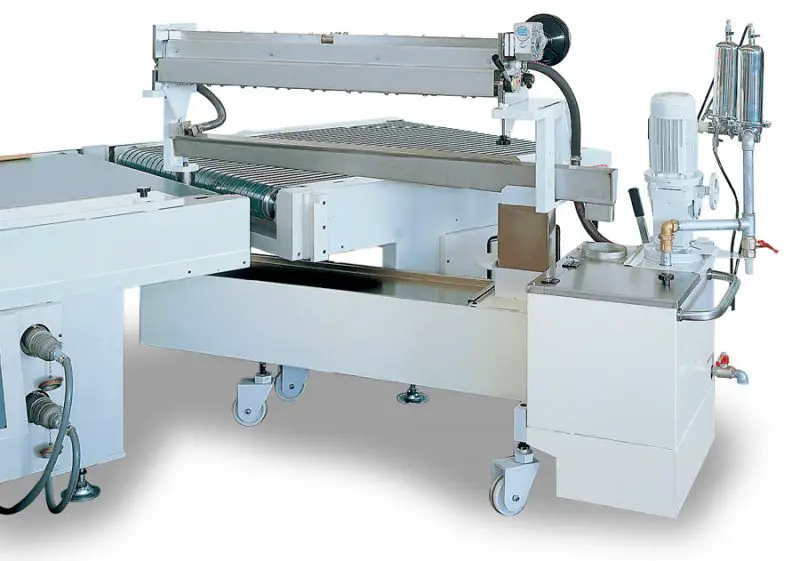
La fundición se realiza con ayuda de la máquina de fundición, que suele estar unida a una línea de acabado más compleja, pero también puede funcionar con sólo 2 cintas transportadoras. El principio de la máquina es aplicar barniz o imprimación en forma de cortina. Las partes principales de la máquina son la cinta transportadora y los cabezales para verter el barniz. Se pierde muy poco material porque todo lo que no cae sobre el objeto que se va a acabar se recupera y se reutiliza.
fuente de la foto: infrared-dryer.com
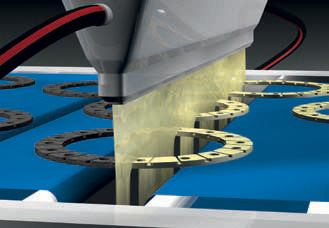
Dependiendo del diseño, las máquinas pueden tener uno o varios cabezales de colada. Por ejemplo, las máquinas de varios cabezales se utilizan para aplicar mezclas que tienen una vida útil corta, como los productos de poliéster.

fuente de la foto: giardina group.com
Los cabezales pueden ser fijos o desmontables. La ventaja de estos últimos es que pueden limpiarse fácilmente.
fuente de la foto: ceflafinishing.com
El material en los cabezales de aplicación puede ser arrastrado por gravedad o por presión. En las máquinas de gravedad, el material simplemente "cae" en el cabezal de aplicación y forma la cortina de barniz, todo ello debido a la fuerza gravitatoria. En las máquinas de presión, la presión se utiliza, por supuesto, para forzar la entrada del material en los cabezales de colada.
Casting, como validaciónse utilizan para superficies planas. De hecho, ésta es su principal desventaja. Pero, a diferencia del canteado, si los objetos que se van a acabar se colocan con un cierto ángulo en la cinta transportadora, también se pueden acabar los bordes y ciertos patrones de superficie (marcos de puertas, patrones de marcos, etc.).
fuente de la foto: burkleamerica.com
Las máquinas de moldeo son muy productivas, con velocidades de cinta transportadora de hasta 150 m/min. Modificando la ranura por la que cae el material, el consumo puede ajustarse entre 60 y 450 g/m². Con una máquina de este tipo se pueden aplicar materiales nitrocelulósicos, hidrodiluibles, poliuretanos, acrílicos, endurecedores al ácido, etc.
Otro inconveniente de la máquina de colada es la sensibilidad de la cortina de laca. Puede "romperse" si hay corrientes de aire en la sala o si, en un intento de reducir mucho el consumo, se abre muy poco la rendija. Cuando la cortina se rompe, el barniz deja de aplicarse a una parte de las piezas, tanto más cuanto mayor sea la velocidad de la cinta. Por ello, la máquina debe colocarse en zonas sin corriente y, una vez fijada la apertura de la rendija, no debe alterarse durante la aplicación.
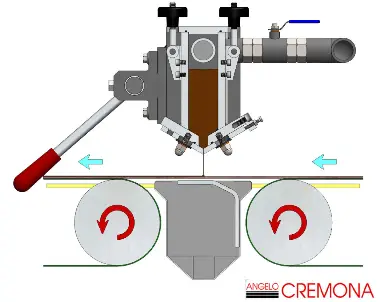
fuente de la foto: angelocremona.it
Cuando se aplican productos a base de disolvente, su viscosidad aumenta durante la aplicación debido a la evaporación más rápida del disolvente. Por ello, la viscosidad se comprueba más a menudo y se ajusta si es necesario añadiendo diluyente. La viscosidad de vertido es mayor que la de pulverización, alcanzando los 16-28 segundos.
En efecto, la moldurera no es una opción para el acabado de sillas o balaustres de madera, pero puede ser una buena elección para el acabado de puertas, elementos planos, marcos y otros objetos de madera similares. También puede considerarla si tiene muchos elementos planos pequeños en su perfil de producción, sobre todo porque hay máquinas de varios tamaños, incluso la versión de laboratorio.

fuente de la foto: venetafinishing.it










Añadir un comentario