






















Problemy z klejeniem drewna niekoniecznie wynikają z winy kleju. Istnieje wiele innych czynników, które należy wziąć pod uwagę, w tym temperatura przechowywania i pomieszczenia roboczego, przygotowanie podłoża drewnianego, jego wilgotność, ilość nałożonego kleju i czas wiązania. Parametry, których należy przestrzegać, a także sposób pracy są zawsze określone w kartach technicznych produktów i aby uzyskać dobrą jakość klejenia, należy je wszystkie wziąć pod uwagę. Jak zawsze powtarzam, produkty bez względu na to, jak dobre są, nie zdziałają cudów. Rozmawialiśmy z przedstawicielami firmy Szolvegy z Targu Mures, producenta i dystrybutora klejów TISZABONDaby zobaczyć, jakie problemy mogą wystąpić podczas klejenia, nawet przy użyciu wysokiej jakości klejów. Zobaczmy zatem, jaki wpływ na klejenie mają parametry pracy, jakość drewna i czynniki środowiskowe oraz jakie problemy mogą wystąpić podczas klejenia drewna.
Kleje dyspersyjne na bazie PVA (polioctan winylu) mają ciekły składnik bazowy i drobno rozdrobnione składniki stałe unoszące się w składniku bazowym, tworząc razem dyspersję. Podczas suszenia kleju, gdy przekształca się on z cieczy w ciało stałe, woda jest usuwana, powodując, że granulki zbliżają się do siebie, a następnie łączą się, tworząc warstwę. Powoduje to przylepność, a proces jest nieodwracalny (nie może powrócić do pierwotnej postaci płynnej). Jeśli ten proces łączenia cząstek nie zostanie zakończony, klej nie zapewni pożądanej przyczepności. Klej zastyga tylko w optymalnych warunkach, które są zawsze określone w karcie technicznej produktu.
Minimalna temperatura formowania filmu
Jednym z najważniejszych parametrów wpływających na wiązanie jest minimalna temperatura wymagana do zaciśnięcia. Kleje PVA są rozpuszczalne w wodzie, więc woda jest ich głównym płynnym składnikiem. Ten rodzaj kleju zamarza w temperaturach poniżej 0°C i klej ulega zniszczeniu. W związku z tym do zestalenia się warstwy kleju wymagana jest temperatura powyżej 0°C.
Minimalna temperatura formowania folii (TMFP) to temperatura, w której klej może nadal tworzyć ciągłą warstwę. W temperaturach poniżej tej wartości powłoka nie utworzy się. Rezultatem suszenia będzie sproszkowana, pozbawiona lepkości, biała powłoka, która odkleja się od drewna. Temperatura, w której to następuje, jest również nazywana "punkt wybielania". Informacja ta jest zawsze zawarta w karcie produktu i zawsze wynosi około 5°C.
Istnieje wiele powodów, dla których folia samoprzylepna nie osiąga wymaganej minimalnej temperatury. Oto niektóre z nich:
- Klej ma niską temperaturę, poniżej minimalnej temperatury tworzenia filmu. Przyczyną może być przechowywanie kleju w nieodpowiednim miejscu. Na przykład pomieszczenie magazynowe nie jest ogrzewane pod koniec zmiany (w nocy) lub w weekendy. W tym czasie temperatura spada bardzo nisko. Temperatura kleju również spadnie i na początku pracy, jeśli nie pozwoli się mu osiągnąć wymaganej temperatury (minimalnej temperatury błonotwórczej), wystąpią problemy z zamarzaniem kleju.
- temperatura klejonego drewna jest zbyt niska. Przyczyną może być to, że drewno przechowywane na zewnątrz lub w magazynie nie miało wystarczająco dużo czasu, aby osiągnąć minimalną temperaturę błonotwórczą przed rozpoczęciem obróbki. W kawałkach, które zostały sklejone w ten sposób, ponieważ cała powierzchnia przekroju nie została podgrzana, środek płaszczyzny kleju "schładza się" poniżej minimalnej temperatury błonotwórczej. Nawet jeśli przyczepność na krawędziach będzie dobra, wewnątrz utworzy się tylko warstwa proszku, a film klejowy poluzuje się.
- obniżona temperatura w obszarze roboczym.

Jak uniknąć problemów spowodowanych niskimi temperaturami. Eliminacja przyczyn
Klej powinny być przechowywane w ogrzewanych pomieszczeniach. Należy unikać schładzania go poniżej minimalnej temperatury tworzenia filmu. Oznacza to, że klej nigdy nie powinien być przechowywany w pomieszczeniach, w których temperatura jest niższa niż 5ºC, nawet jeśli jest to poza rzeczywistym czasem pracy (poza zmianą, w weekendy).
Przed nałożeniem kleju drewno musi być podgrzane tak, aby temperatura drewna na całej powierzchni przekroju poprzecznego przekraczała minimalną temperaturę błonotwórczą. Zaleca się, aby materiał drewniany był przechowywany na kilka dni przed obróbką w odpowiednio ogrzewanych pomieszczeniach, a stosy były tak podzielone i ułożone, aby ciepłe powietrze ze źródła ciepła miało dostęp do jak największej powierzchni drewna. Jeśli stosy nie są odpowiednio rozłożone, powietrze nie dotrze do środkowych desek, które nie będą się nagrzewać. Nie zapominajmy, że drewno jest bardzo dobrym izolatorem.
Warsztat, w którym odbywa się klejenie, musi być ogrzewany do temperatury zgodnej z procesem klejenia.. Nie można kleić w nieogrzewanych pomieszczeniach lub gdy ogrzewanie zostało włączone tylko na krótki czas, a temperatura wewnątrz jest bardzo niska, co zapobiega przekroczeniu przez drewno i klej minimalnej temperatury tworzenia filmu.
Usuwanie wody z kleju w celu utworzenia filmu
Kolejnym parametrem wpływającym na jakość klejenia jest usuwanie wody. Kleje dyspersyjne PVA wchłaniają wodę poprzez parowanie i/lub absorpcję w kawałkach drewna. Woda jest usuwana z kleju na dwa sposoby:
Przez parowanie. Właściwości klejów i sposób ich działania są zwykle ustalane przez producentów w temperaturze 20°C i wilgotności względnej 50-60%. Jeśli warunki użytkowania w fabryce różnią się od powyższych, parametry użytkowania klejów (czas otwarcia, czas uwalniania, czas odpoczynku itp.) również będą musiały zostać zmienione. Jeśli odchylenie od wartości optymalnych jest bardzo duże, powyższe czasy są modyfikowane.
Zwiększenie temperatury spowoduje szybsze schnięcie kleju, co z kolei skróci czas technologiczny. Przeciwnie, jeśli temperatura spada, czasy technologiczne rosną. Zmiana wilgotności powietrza w obszarze roboczym również wpływa na usuwanie wody. Jeśli wilgotność powietrza spada, klej schnie szybciej, a czas obróbki ulega skróceniu, natomiast jeśli wilgotność powietrza wzrasta, czas obróbki również się wydłuża. Zmiany temperatury i wilgotności powietrza są szczególnie ważne zimą i latem, ponieważ wtedy osiągane są wartości wpływające na proces klejenia.
Poprzez dyfuzję wody w drewnie. Zawartość wilgoci w drewnie wpływa na czas utwardzania kleju. Jeśli drewno jest bardziej suche, woda zawarta w kleju jest wchłaniana szybciej, natomiast jeśli drewno jest bardziej wilgotne, woda zawarta w kleju jest wchłaniana znacznie wolniej. Jeśli materiał drewniany jest zbyt suchy, klej zostanie wchłonięty głęboko w drewno, pozostawiając niewystarczającą warstwę kleju na powierzchni klejenia i nieodpowiednie połączenie. A jeśli wilgotność drewna jest zbyt wysoka, warstwa kleju będzie schnąć wolniej, a czasy technologiczne (czas prasowania, czas odpoczynku) znacznie się wydłużą. W skrajnych przypadkach, gdy drewno jest bardzo mokre, utwardzanie może nawet nie nastąpić.
Jak uniknąć problemów związanych z odprowadzaniem wody. Wyjaśnienie różnych zachowań
Wraz ze zmianą zewnętrznych parametrów środowiskowych (temperatura, wilgotność), konieczna jest również odpowiednia zmiana czasów technologicznych. Zwłaszcza podczas zmiany pór roku, wiosną, kiedy występują duże zmiany temperatury z dnia na dzień lub w gorących miesiącach letnich.
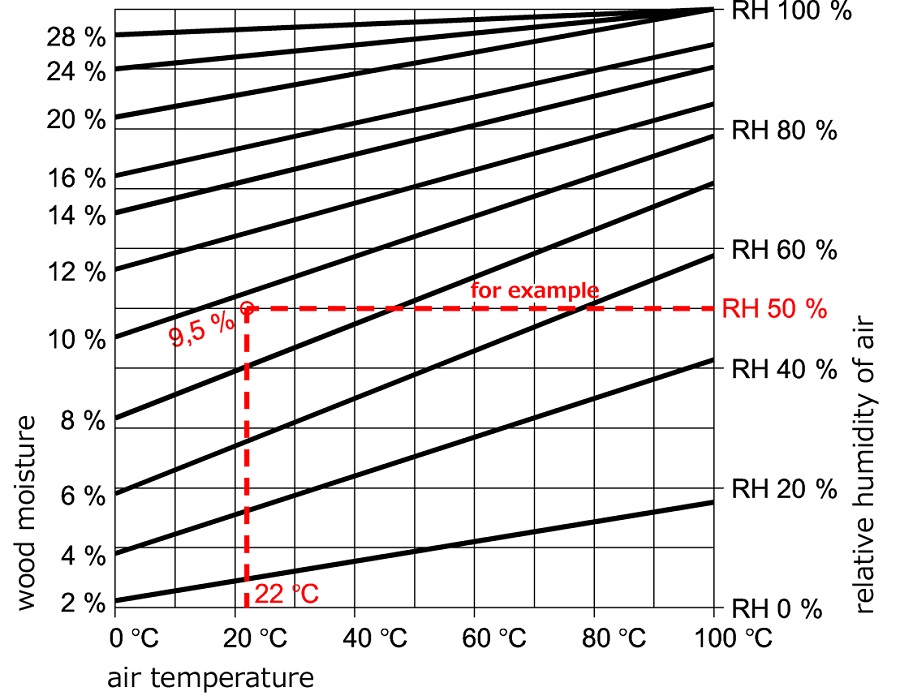
Zawartość wilgoci w drewnie jest bardzo ważna, ponieważ ma znaczący wpływ na urabialność, zdolność klejenia. Świeżo ścięte drewno zawiera dużą ilość wody, która musi zostać usunięta przed obróbką. Odbywa się to poprzez suszenie. Po wysuszeniu drewno zmienia swoją zawartość wilgoci w zależności od zewnętrznych warunków środowiskowych, aż osiągnie równowagę z wilgotnością zewnętrzną w danej strefie klimatycznej. Zatem dana temperatura i wilgotność względna odpowiadają danemu poziomowi wilgotności drewna.
źródło: woodproducts.fi
Drewno powinno być suszone zgodnie z jego przeznaczeniem, wewnątrz lub na zewnątrz. Drewno wewnętrzne (meble, boazerie, przedmioty dekoracyjne) powinno mieć wilgotność w zakresie 8-12%, podczas gdy drewno zewnętrzne (okładziny zewnętrzne, pergole, ogrodzenia) zostanie użyty model 14-18%.
Zaleca się, aby podczas suszenia osiągnąć równowagę wilgotności, której wartość jest zbliżona do wartości wilgotności podczas przetwarzania. Oszczędza to energię i znacznie zmniejsza późniejsze zmiany wymiarów i odkształcenia gotowego produktu.
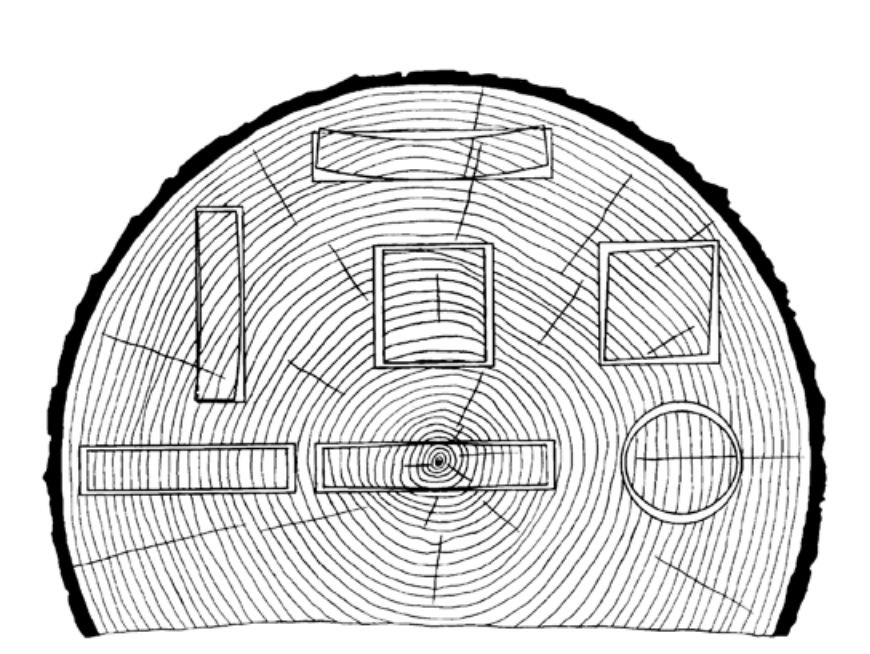
Inną konsekwencją zmiany wilgotności elementu jest zmiana jego wymiarów, a czasami deformacja. Zmiany wymiarów drewna zwykle objawiają się kurczeniem lub pęcznieniem. Z powodu tych zmian połączenie podlega dodatkowym naprężeniom. Ponadto drewno jest materiałem anizotropowym, posiadającym różne właściwości w różnych kierunkach, wzdłuż, stycznie lub prostopadle do włókien. Sprawia to, że jego właściwości różnią się w zależności od rodzaju cięcia. Tak więc elementy, które wyglądają prawie identycznie, ale różnią się pod względem cięcia (wzdłuż, prostopadle lub stycznie do włókien), będą miały różne zmiany, gdy zawartość wilgoci będzie się zmieniać. W rezultacie niektóre części będą zakrzywione, a inne nie, lub krzywizna będzie inna, nawet jeśli części są identyczne.
źródło: instructables.com
Czas jest bardzo ważny
Aby móc określić przyczyny problemów z klejeniem drewna, bardzo ważne jest, aby sprawdzić, czy problem wystąpił podczas klejenia, czy po nim, a także czas, jaki upłynął przed wystąpieniem problemu. W niektórych przypadkach problemy z jakością pojawiają się w trakcie lub bezpośrednio po klejeniu. Są one łatwiejsze do zauważenia i naprawienia. Jeśli jednak wystąpią one kilka dni lub nawet tygodni później, przyczyn może być wiele, a ustalenie dokładnej przyczyny problemu może zająć trochę czasu. Pewną rolę może odgrywać użyte drewno. Jeśli klejenie nie zostało wykonane perfekcyjnie, zgodnie ze wszystkimi instrukcjami podanymi przez producenta w karcie produktu, zmiany wymiarów drewna spowodowane zmianami parametrów zewnętrznych generują dodatkowe naciski, które obciążają klej i mogą prowadzić do jego zniszczenia.
Szolvegy profesjonalnie zajmuje się wszelkimi problemami, które mogą pojawić się w procesie wbijania gwoździ w drewno. Specjaliści firmy koncentrują się przede wszystkim na znalezieniu przyczyny, dzięki czemu problemy zostają wyeliminowane, a ryzyko ich ponownego wystąpienia całkowicie zniwelowane. Połączenie profesjonalizmu techników, wysokiej jakości klejów oraz bardzo dobrych relacji z partnerami, opartych na współpracy i uczciwości sprawiają, że "Aby uzyskać bezpieczne połączenie, należy użyć klejów TISZABOND. nie tylko slogan korporacyjny.












Dodaj komentarz