






















Les problèmes de collage du bois ne sont pas nécessairement imputables à la colle. De nombreux autres facteurs doivent être pris en compte, notamment la température de stockage et de la salle de travail, la préparation du support en bois, son humidité, la quantité de colle appliquée et le temps de prise. Les paramètres à respecter ainsi que la façon de travailler sont toujours spécifiés dans les fiches techniques des produits et pour une bonne qualité de collage, ils doivent tous être pris en compte. Comme je le dis toujours, les produits, aussi bons soient-ils, ne font pas de miracles. Nous nous sommes entretenus avec des représentants de l'entreprise Szolvegy de Targu Mures, fabricant et distributeur d'adhésifs TISZABONDNous allons donc voir comment le collage est influencé par les paramètres de travail, les qualités du bois et les facteurs environnementaux, et quels sont les problèmes qui peuvent survenir lors du collage du bois. Voyons donc comment le collage est influencé par les paramètres de travail, les qualités du bois et les facteurs environnementaux, et quels sont les problèmes qui peuvent survenir lors du collage du bois.
Adhésifs en dispersion à base de PVA (acétate de polyvinyle) ont un composant de base liquide et des composants solides finement divisés flottant dans le composant de base, formant ensemble la dispersion. Au cours du séchage de l'adhésif, lorsque celui-ci passe de l'état liquide à l'état solide, l'eau est éliminée, ce qui entraîne le rapprochement des granulés, puis leur coalescence, formant ainsi le film. Ce processus est irréversible (l'adhésif ne peut pas revenir à sa forme liquide d'origine). Si ce processus de liaison des particules n'est pas complet, l'adhésif n'aura pas le pouvoir adhésif souhaité. La solidification de l'adhésif n'a lieu que dans des conditions optimales, qui sont toujours spécifiées dans la fiche technique du produit.
Température minimale de formation du film
L'un des paramètres les plus importants influençant le collage est la température minimale requise pour le serrage. Les adhésifs PVA sont solubles dans l'eau, qui est donc le principal composant liquide. Ce type d'adhésif gèle à des températures inférieures à 0°C et l'adhésif est détruit. Par conséquent, une température supérieure à 0°C est nécessaire pour que le film adhésif se solidifie.
Température minimale de formation du film (TMFP) est la température à laquelle l'adhésif peut encore créer un film continu. En dessous de cette température, le film ne se forme pas. Le résultat du séchage est une couche poudreuse, non collante, de couleur blanche, qui se détache du bois. La température à laquelle ce phénomène se produit est également appelée "point de blanchiment". Cette information figure toujours dans la fiche technique du produit et se situe toujours aux alentours de 5°C.
Il y a plusieurs raisons pour lesquelles le film adhésif n'atteint pas la température minimale requise. En voici quelques-unes :
- La température de l'adhésif est basse, inférieure à la température minimale de formation du film. La raison peut en être que l'adhésif est stocké dans un endroit inapproprié. Par exemple, le local de stockage n'est pas chauffé à la fin de l'équipe (la nuit) ou le week-end. Pendant cette période, la température descend très bas. La température de l'adhésif diminue également et, au début du travail, si l'adhésif n'atteint pas la température requise (température minimale de formation du film), des problèmes surviennent lorsque l'adhésif est gelé.
- la température du bois à coller est trop basse. La cause peut en être que le bois stocké à l'extérieur ou en entrepôt n'a pas eu le temps d'atteindre la température minimale de formation du film avant le début de la transformation. Dans les pièces ainsi collées, comme toute la surface de la section n'a pas été chauffée, le centre du plan de colle "refroidit" en dessous de la température minimale de formation de la pellicule. Même si l'adhérence sur les bords est bonne, seule une couche poudreuse se forme à l'intérieur et le film de colle se détache.
- la réduction de la température dans l'espace de travail.

Comment éviter les problèmes causés par les basses températures. Éliminer les causes
Adhésif doivent être stockés dans des locaux chauffés. Évitez de le refroidir en dessous de la température minimale de formation du film. En d'autres termes, l'adhésif ne doit jamais être stocké dans des locaux où la température est inférieure à 5ºC, même en dehors du temps de travail effectif (horaires décalés, week-ends).
Avant d'appliquer l'adhésif le bois doit être chauffé de manière à ce que la température du bois sur l'ensemble de la section transversale dépasse la température minimale de formation de la pellicule. Il est recommandé de stocker le bois quelques jours avant le traitement dans des locaux convenablement chauffés et de répartir et d'arranger les piles de manière à ce que l'air chaud de la source de chaleur ait accès à la plus grande surface de bois possible. Si les piles ne sont pas réparties correctement, l'air n'atteindra pas les planches centrales qui ne chaufferont pas. N'oublions pas que le bois est un très bon isolant.
L'atelier dans lequel le collage est effectué doit être chauffé à une température compatible avec le processus de collage.. Le collage ne peut être effectué dans des locaux non chauffés ou lorsque le chauffage n'est allumé que depuis peu de temps et que la température intérieure est très basse, ce qui empêche le bois et la colle de dépasser la température minimale de formation du film.
Élimination de l'eau de l'adhésif pour former le film
Un autre paramètre influençant la qualité du collage est l'élimination de l'eau. La prise des adhésifs à dispersion PVA s'effectue par évaporation et/ou absorption de l'eau dans les pièces de bois. L'eau est éliminée de l'adhésif de deux manières :
Par évaporation. Les caractéristiques des adhésifs et leur mode d'action sont généralement fixés par les fabricants à 20°C et à une humidité relative de 50-60%. Si les conditions d'utilisation en usine diffèrent de ces valeurs, les paramètres d'utilisation des adhésifs (temps d'ouverture, temps de libération, temps de repos, etc. Si l'écart par rapport aux valeurs optimales est très important, les temps mentionnés ci-dessus sont modifiés.
L'augmentation de la température entraînera un séchage plus rapide de l'adhésif, ce qui réduira les temps technologiques. Au contraire, si la température diminue, les temps technologiques augmentent. La variation de l'humidité de l'air dans la zone de travail influence également l'élimination de l'eau. Si l'humidité diminue, l'adhésif sèche plus rapidement et les temps technologiques sont réduits, et si l'humidité augmente, les temps technologiques augmentent également. Les variations de température et d'humidité de l'air sont particulièrement importantes en hiver et en été, car c'est à ce moment-là que sont atteintes les valeurs qui affectent le processus de collage.
Par diffusion de l'eau dans le bois. La teneur en humidité du bois influence le temps de durcissement de la colle. Si le bois est plus sec, l'eau contenue dans la colle est absorbée plus rapidement, tandis que si le bois est plus humide, l'eau contenue dans la colle est absorbée beaucoup plus lentement. Si le bois est trop sec, la colle sera absorbée en profondeur par le bois, laissant une couche insuffisante de colle sur la surface de collage et un collage inadéquat. Si l'humidité du bois est trop élevée, la couche de colle séchera plus lentement et les temps technologiques (temps de pression, temps de repos) augmenteront considérablement. Dans les cas extrêmes, lorsque le bois est très humide, le séchage peut même ne pas avoir lieu.
Comment éviter les problèmes liés à l'élimination de l'eau. Explication des différents comportements
Lorsque les paramètres environnementaux externes (température, humidité) changent, il est également nécessaire de modifier les temps technologiques en conséquence.. En particulier lors des changements de saison, au printemps, lorsqu'il y a de grands changements de température d'un jour à l'autre, ou pendant les mois chauds de l'été.
La teneur en humidité du bois est très importante car elle a une influence significative sur la maniabilité et la capacité de collage. Le bois fraîchement coupé contient une grande quantité d'eau, qui doit être éliminée avant le traitement. Cela se fait par séchage. Après le séchage, la teneur en eau du bois varie en fonction des conditions environnementales externes, jusqu'à ce qu'il atteigne l'équilibre avec l'humidité externe dans la zone climatique donnée. Ainsi, une température et une humidité relative données correspondent à un taux d'humidité du bois donné.
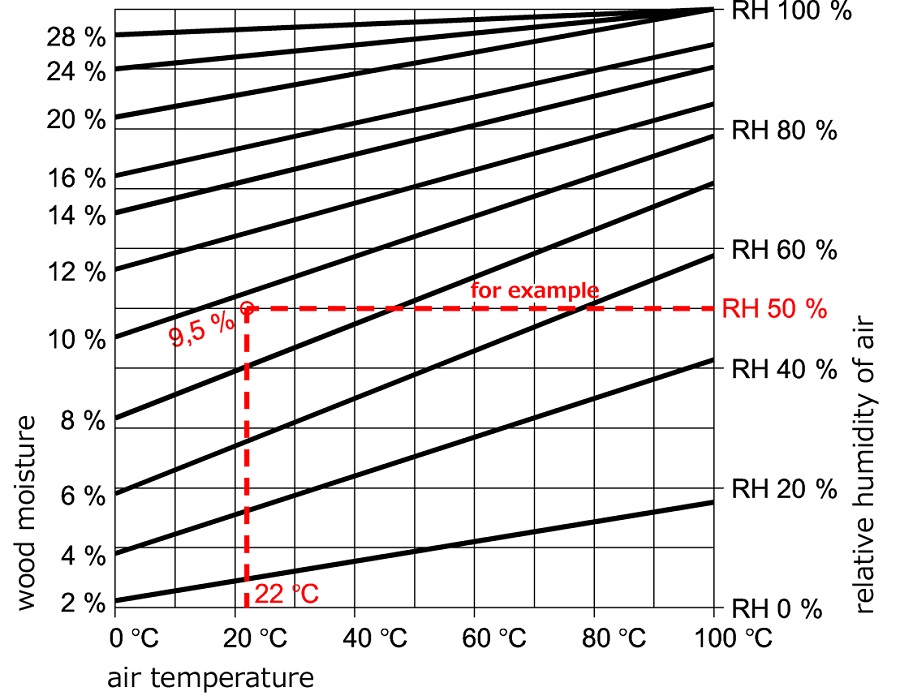
source : woodproducts.fi
Le bois doit être séché en fonction de l'usage auquel il est destiné, à l'intérieur ou à l'extérieur. Le bois d'intérieur (meubles, lambris, objets décoratifs) doit avoir un taux d'humidité compris entre 8 et 12%, tandis que le bois d'extérieur (revêtement extérieur, pergolas, clôtures), le 14-18% va se dessécher.
Il est recommandé d'atteindre, pendant le séchage, un équilibre d'humidité dont la valeur est proche de la valeur d'humidité pendant la transformation. Cela permet d'économiser de l'énergie et de réduire considérablement les modifications dimensionnelles et les déformations ultérieures du produit fini.
Une autre conséquence de la variation de l'humidité de l'élément est sa variation dimensionnelle et parfois sa déformation. Les variations dimensionnelles du bois se manifestent généralement par un retrait ou un gonflement. En raison de ces changements, la liaison est soumise à des contraintes supplémentaires. En outre, le bois est un matériau anisotrope, dont les propriétés varient selon les directions, le long, tangentiellement ou perpendiculairement à la fibre. Ses variations varient donc en fonction du type de coupe. Ainsi, des pièces d'apparence presque identique mais différentes en termes de coupe (longitudinale, perpendiculaire ou tangentielle à la fibre) subiront des modifications différentes lorsque le taux d'humidité variera. Il en résultera que certaines pièces se courberont et d'autres non, ou que la courbure sera différente même si les pièces sont identiques.
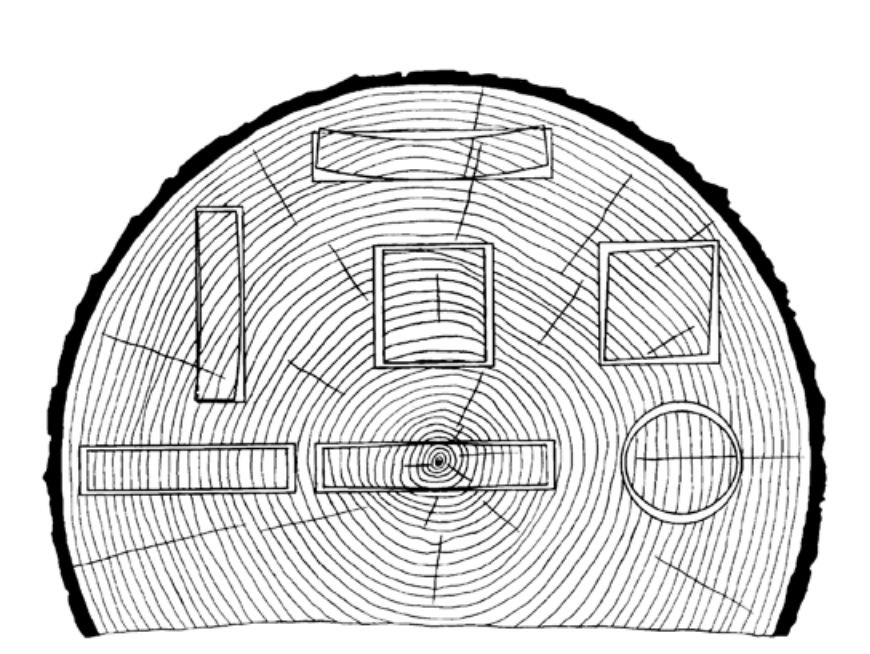
Source : instructables.com
Le timing est très important
Afin de pouvoir déterminer les causes des problèmes de collage du bois, il est très important de voir si le problème s'est produit pendant ou après le collage, ainsi que le temps écoulé avant que le problème ne se produise. Dans certains cas, les problèmes de qualité surviennent pendant ou immédiatement après le collage. Il est plus facile de les remarquer et d'y remédier. En revanche, s'ils surviennent plusieurs jours, voire plusieurs semaines plus tard, les causes peuvent être multiples et il faut parfois du temps pour identifier la cause exacte du problème. Le bois utilisé peut jouer un rôle. Si le collage n'est pas effectué parfaitement, en suivant toutes les instructions données par le fabricant dans la fiche technique du produit, les variations dimensionnelles du bois provoquées par des changements de paramètres extérieurs génèrent des pressions supplémentaires qui sollicitent la colle et peuvent conduire à sa destruction.
Szolvegy s'attaque de manière professionnelle à tous les problèmes qui peuvent survenir dans le processus de clouage du bois. Les spécialistes de l'entreprise s'attachent avant tout à trouver la cause du problème afin de l'éliminer et de supprimer tout risque de récurrence. La combinaison du professionnalisme des techniciens, des colles de qualité et d'une très bonne relation avec les partenaires, basée sur la coopération et l'honnêteté, fait de "pour un collage sûr, utiliser les adhésifs TISZABOND". pas seulement un slogan d'entreprise.












Ajouter un commentaire