






















O processamento primário da madeira, o corte de lâminas e a maquinação de produtos semi-acabados resultam em superfícies ásperas devido à divisão da fibra da madeira. Também como resultado do processamento, podem aparecer mossas, riscos e manchas, que devem ser removidos se quisermos obter um produto de qualidade. Lixagem a branco é a operação que resolve estes problemas e é uma fase muito importante. A qualidade final dos produtos depende da forma como é efectuada, dos materiais utilizados e das máquinas utilizadas. Uma lixagem correta permite obter uma superfície bem calibrada, uniforme e com um acabamento liso e agradável. Assim, irá ler um artigo sobre a lixagem da madeira em geral, a lixagem industrial da madeira e dos painéis derivados, a escolha dos materiais abrasivos, os panos abrasivos e as máquinas de lixar com cinta.
Os factores dos quais depende a qualidade da lixagem. Escolha dos materiais
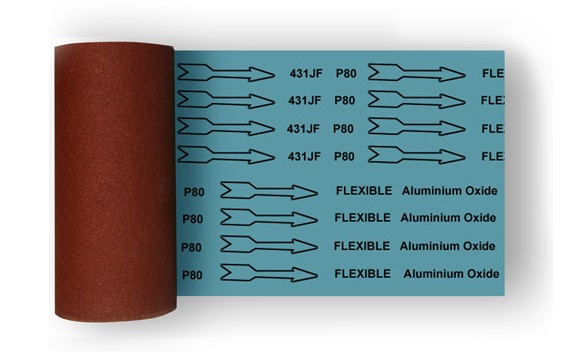
Os abrasivos para madeira apresentam-se sob diversas formas: rolos, tiras, discos, esponjas abrasivas. Independentemente da sua apresentação, têm três componentes - o suporte, os grãos abrasivos e o adesivo que os mantém juntos. Cada um deles influencia o processo de lixagem.
Apoio
Tem de ser forte para suportar a pressão exercida durante a lixagem e para manter os grânulos colados. Os suportes mais utilizados são tela e papel. Tela é utilizado quando são necessárias resistência e flexibilidade, para calibrar e lixar perfis. Papel tem pesos diferentes, que variam entre 90 g/m² e 280g/m². O peso é diretamente proporcional à resistência e rigidez do material abrasivo. Para as máquinas de lixar, é utilizado o mais pesado de 220 g/m².
Adesivo
A colagem é efectuada em 2 fases, colagem e recolagem, utilizando resinas sintéticas como adesivos. A colagem cola os grânulos e a re-colagem fixa-os. A quantidade de adesivo aplicada também tem influência. Uma camada fina torna o material mais agressivo mas menos resistente, enquanto uma camada mais espessa diminui a agressividade e aumenta a resistência ao longo do tempo. Um material agressivo deve ser utilizado para calibrar, enquanto um material menos agressivo deve ser utilizado para lixar entre camadas.
Grânulos abrasivos
São as que actuam efetivamente sobre o material a lixar. As mais utilizadas são óxido de alumínio e carboneto de silício. O óxido de alumínio pode ser utilizado para todos os tipos de lixagem, uma vez que os grãos são afiados e suficientemente duros. O carboneto de silício é mais duro, mas os grãos são menos afiados. É utilizado para lixar madeira dura (carvalhoA densidade do grão também é importante (aspersão). Se os grãos forem escassos, os materiais abrasivos serão mais difíceis de carregar com o pó da lixagem e uma densidade elevada tornará a lixagem mais uniforme.
Granulação é o principal indicador para a escolha de abrasivos e é representado por um número. Federação Europeia de Produtores de Abrasivos (EFAP) escolheu a representação Pxx. Esta é também utilizada aqui, embora não seja a única representação. As granulometrias tornam-se mais pequenas à medida que o tamanho do grão aumenta. Um papel com granulometria pequena é utilizado para lixagem grosseira (P80, P100), enquanto um papel com granulometria grande é utilizado para lixagem fina (P320, P400).
Máquinas de lixar industriais
A lixagem Indistril pode ser efectuada com máquinas de cintas abrasivas ou máquinas de escovas rotativas. A lixagem de madeira é feita principalmente com cintas. As escovas são utilizadas para obter superfícies especiais, como madeira estruturada ou antiquada. Em contrapartida lixar entre demãos ou escovas especiais com "cerdas" feitas de lixa fina ou de materiais mais delicados, como feltro ou lã, são utilizadas para polir o verniz. Mas as máquinas de lixar com escovas rotativas são objeto de outro artigo.
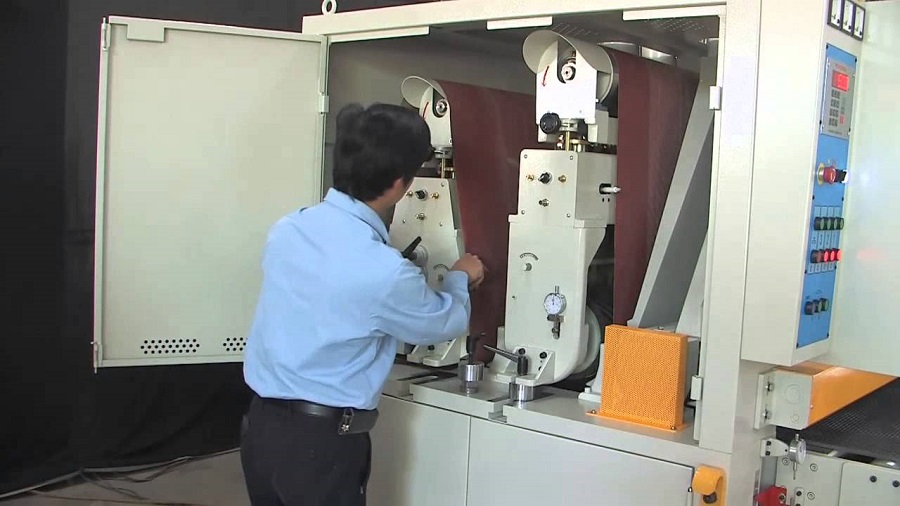
Máquinas de lixar com cinta
As máquinas de lixar podem ser máquinas de lixar com uma ou várias cintas (2 ou 3) de diferentes tamanhos de grão, montadas uma a seguir à outra. Nestas máquinas, é muito importante que a cinta seja fácil de colocar e retirar e esteja bem esticada para uma lixagem eficiente. O dispositivo em que está montada roda continuamente e o objeto é lixado no momento em que entra em contacto com a cinta.
Podem ser separadas ou integradas em linhas de processamento que seguem o fluxo tecnológico. São máquinas de cinta única (grão único) ou têm montadas sucessivas cintas de lixa de diferentes grãos, reproduzindo todo um processo de lixagem por fases. As máquinas podem ser mais ou menos automatizadas em função das necessidades de produção.
Em todas estas máquinas, é a cinta de lixa que efectua o trabalho. Sendo um movimento mecânico repetitivo, a qualidade da cinta e a ausência de defeitos é muito importante. Qualquer defeito, por mais pequeno que seja, será multiplicado e amplificado na superfície lixada. Por exemplo, uma falha de emenda de papel pode ser vista num painel lixado como uma risca axadrezada que aparece a distâncias regulares. O que é mais triste é que o defeito que aparece é quase invisível após a lixagem, mas é muito visível após o biselamento e o envernizamento. É por isso que a forma como as tiras são unidas e armazenadas é muito importante.
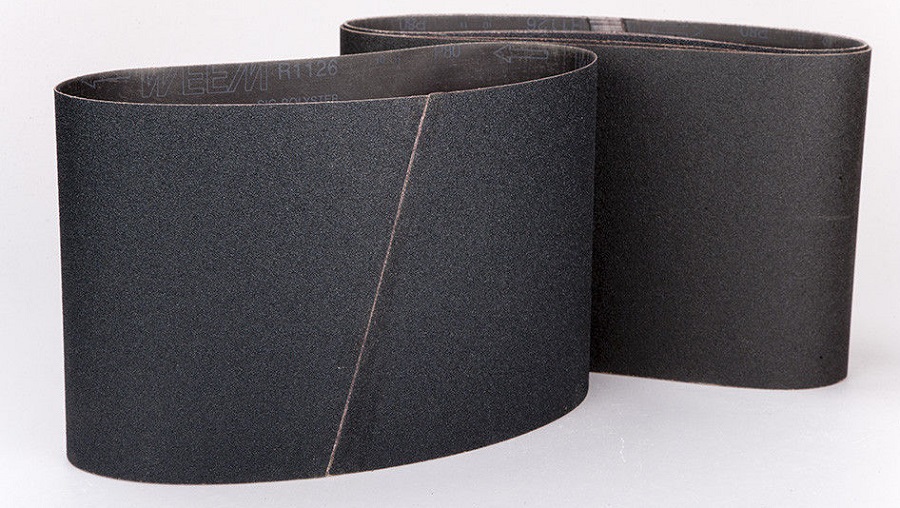
Junção e armazenamento de cintas abrasivas
A junção entre as correias deve ser tão forte como o material abrasivo, ter a mesma espessura e a correia resultante deve ser perfeitamente cilíndrica. Os dois tipos de emendas mais utilizados são as emendas de tipo A e de tipo B.
Junção de tipo A é específica do suporte de papel e é efectuada através da sobreposição das extremidades sem interromper a continuidade do material abrasivo (sem o remover). A cinta tem a mesma espessura ao longo de todo o seu comprimento e a lixagem é efectuada sem o aparecimento de bandas no produto.
Junta tipo B é constituída por tiras com suporte têxtil. Na zona de sobreposição, o material abrasivo é parcialmente removido para que a fita não seja mais espessa nessa parte.
A forma como os panos abrasivos são armazenados também é importante para manter a qualidade. A temperatura e a humidade no armazém, a forma como são armazenados (pendurados ou em prateleiras), o facto de estarem ou não na embalagem original, tudo isto tem influência nas cintas e o não cumprimento das instruções do fabricante pode levar a pequenos defeitos que conduzem a grandes rejeições. Por exemplo, se forem mantidas penduradas, é aconselhável dar-lhes espaço suficiente para que não se esfreguem umas nas outras. Esta fricção pode fazer com que o material abrasivo se esmigalhe ou se solte e diminua a qualidade.
Outro critério importante para as máquinas de lixar é a velocidade de lixagem. Nem todos os materiais são lixados à mesma velocidade e uma velocidade demasiado elevada pode levar ao sobreaquecimento do tecido e a uma diminuição da qualidade. Por exemplo, uma madeira dura de folhosas é lixada a uma velocidade entre 15 e 22 m/s, o mesmo que MDF, enquanto madeira resinosa entre 12 e 18 m/s. A velocidade mais elevada é necessária para o folheado (20-30 m/s) e a mais baixa para o primário (5-15 m/s).
Como podemos fazer com que a cinta abrasiva dure o máximo de tempo possível nas mesmas condições de qualidade
Durante o processo de lixagem, o pó pode acumular-se no espaço entre os grãos abrasivos. Isto leva a uma diminuição da qualidade da lixagem e a um aumento da temperatura durante o processo. A cinta perde as suas qualidades e tem de ser substituída para continuar a produzir produtos de qualidade.
Outro resultado da utilização prolongada ou incorrecta da fita é o esmerilamento ou a delaminação dos grãos. A sua utilização contínua conduz a uma lixagem deficiente com defeitos.
O que é que precisa de fazer para maximizar a utilização da sua cinta de lixa sem comprometer a qualidade? Eis algumas sugestões:
- Escolha a velocidade da máquina de lixar de acordo com o material;
- Escolher sempre a cinta de lixa em função do tipo de operação (calibragem, lixagem entre camadas, etc.) e do material a lixar (madeira dura, madeira macia, folheado, MDF);
- Escolha o tamanho de grão correto para o passo de trabalho;
- Verificar previamente a máquina de lixar, montar corretamente a cinta e ajustar os parâmetros quando o processo tecnológico ou o material o exigirem;
- Verificar se o sistema de exaustão está a funcionar corretamente e se o pó resultante da lixagem é imediata e corretamente aspirado. A utilização de cintas de lixa especiais, como as cintas de estearato, pode reduzir a acumulação de poeiras entre os grãos de lixa.
A lixagem correta depende realmente de muitos factores, mas é bom que sejam respeitados. Caso contrário, corre-se o risco de não se obter uma qualidade de superfície muito boa e isso pode não ser visível até ao final do processo de produção, altura em que é muito mais difícil de remediar. Para evitar estes problemas, é melhor pedir aos seus fornecedores de abrasivos e máquinas de lixar o máximo de informação possível e não hesitar em pedir o seu apoio sempre que necessário.










Adicionar comentário