






















Os problemas com a colagem de madeira não são necessariamente culpa da cola. Há muitos outros factores a ter em conta, incluindo a temperatura de armazenamento e da sala de trabalho, a preparação do substrato de madeira, a sua humidade, a quantidade de cola aplicada e o tempo de presa. Os parâmetros a respeitar, bem como a forma de trabalhar, estão sempre especificados nas fichas técnicas dos produtos e, para uma boa qualidade de colagem, todos eles devem ser tidos em conta. Como sempre digo, os produtos, por muito bons que sejam, não fazem maravilhas. Falámos com representantes da empresa Szolvegy de Targu Mures, fabricante e distribuidor de adesivos TISZABONDA seguir, veremos como podem ocorrer problemas na colagem, mesmo quando se utilizam colas de qualidade. Vamos então ver como a colagem é influenciada pelos parâmetros de trabalho, qualidades da madeira e factores ambientais e que problemas podem ocorrer quando se cola madeira.
Adesivos de dispersão à base de PVA (acetato de polivinilo) têm um componente de base líquido e componentes sólidos finamente divididos que flutuam no componente de base, formando em conjunto a dispersão. Durante a secagem do adesivo, à medida que este se transforma de líquido em sólido, a água é removida, fazendo com que os grânulos se juntem e depois coalesçam, formando a película. Isto resulta em aderência e o processo é irreversível (não pode voltar à sua forma líquida original). Se este processo de ligação das partículas não for completo, o adesivo não irá proporcionar o tack desejado. A solidificação da cola só ocorre em condições óptimas, que são sempre especificadas na folha de dados do produto.
Temperatura mínima de formação da película
Um dos parâmetros mais importantes que influenciam a ligação é a temperatura mínima necessária para a fixação. As colas PVA são solúveis em água, pelo que a água é o principal componente líquido. Este tipo de cola congela a temperaturas inferiores a 0°C e a cola é destruída. Por conseguinte, é necessária uma temperatura superior a 0°C para que a película adesiva solidifique.
Temperatura mínima de formação da película (TMFP) é a temperatura à qual o adesivo ainda pode criar uma película contínua. A temperaturas inferiores a esta, a película não se forma. O resultado da secagem será um revestimento em pó, sem aderência, de cor branca, que se descola da madeira. A temperatura a que isto ocorre é também designada por "ponto de branqueamento". Esta informação é sempre incluída na ficha de dados do produto e ronda sempre os 5°C.
Existem várias razões para que a película adesiva não atinja a temperatura mínima exigida. Eis algumas delas:
- O adesivo tem uma temperatura baixa, abaixo da temperatura mínima de formação de película. A razão pode ser o facto de a cola estar armazenada num local inadequado. Por exemplo, a sala de armazenamento não é aquecida no final do turno (à noite) ou ao fim de semana. Durante este período, a temperatura desce muito. A temperatura da cola também desce e, no início do trabalho, se não se deixar atingir a temperatura necessária (temperatura mínima de formação da película), podem ocorrer problemas de congelamento da cola.
- a temperatura da madeira a ser colada é demasiado baixa. A causa pode ser o facto de a madeira armazenada ao ar livre ou em armazém não ter tido tempo suficiente para atingir a temperatura mínima de formação de película antes do início do processamento. Nas peças que foram coladas desta forma, devido ao facto de não ter sido aquecida toda a secção transversal, o centro do plano da cola "arrefece" para uma temperatura inferior à temperatura mínima de formação da película. Embora a aderência nos bordos seja boa, apenas se forma uma camada de pó no interior e a película adesiva solta-se.
- redução da temperatura no espaço de trabalho.

Como evitar os problemas causados pelas baixas temperaturas. Eliminar as causas
Adesivo devem ser armazenados em locais aquecidos. Evitar o seu arrefecimento abaixo da temperatura mínima de formação de película. Ou seja, o adesivo nunca deve ser armazenado em locais onde a temperatura seja inferior a 5ºC, mesmo que seja fora do horário de trabalho efetivo (folgas, fins-de-semana).
Antes de aplicar o adesivo a madeira deve ser aquecida de modo a que a temperatura da madeira em toda a área da secção transversal exceda a temperatura mínima de formação da película. Recomenda-se que o material de madeira seja armazenado alguns dias antes da transformação em salas adequadamente aquecidas e que as pilhas sejam divididas e dispostas de modo a que o ar quente da fonte de calor tenha acesso à maior área possível de madeira. Se as pilhas não estiverem corretamente distribuídas, o ar não chegará às tábuas do meio, que não aquecerão. Não esqueçamos que a madeira é um ótimo isolante.
A oficina onde a colagem é efectuada deve ser aquecida a uma temperatura compatível com o processo de colagem. Não pode ser colado em locais não aquecidos ou onde o aquecimento tenha sido ligado apenas durante um curto período de tempo e a temperatura interior seja muito baixa, impedindo que a madeira e o adesivo ultrapassem a temperatura mínima de formação de película.
Remoção da água do adesivo para formar a película
Outro parâmetro que influencia a qualidade da colagem é a remoção de água. As colas de dispersão PVA absorvem água por evaporação e/ou absorção nas peças de madeira. A água é removida da cola de duas formas:
Por evaporação. As caraterísticas das colas e o seu modo de funcionamento são normalmente definidos pelos fabricantes a 20°C e uma humidade relativa de 50-60%. Se as condições de utilização na fábrica forem diferentes das acima referidas, os parâmetros de utilização das colas (tempo de abertura, tempo de libertação, tempo de repouso, etc.) também terão de ser alterados. Se o desvio em relação aos valores óptimos for muito grande, os tempos acima referidos são alterados.
O aumento da temperatura resultará numa secagem mais rápida do adesivo, o que, por sua vez, diminuirá os tempos tecnológicos. Pelo contrário, se a temperatura diminuir, os tempos tecnológicos aumentam. A variação da humidade do ar na área de trabalho também influencia a remoção de água. Se a humidade diminuir, o adesivo seca mais rapidamente e os tempos de processo são reduzidos, e se a humidade aumentar, os tempos de processo também aumentam. As variações da temperatura e da humidade do ar são particularmente importantes no inverno e no verão, porque é nesta altura que se atingem valores que afectam o processo de colagem.
Por difusão da água na madeira. O teor de humidade da madeira influencia o tempo de cura da cola. Se a madeira estiver mais seca, a água do adesivo é absorvida mais rapidamente, enquanto que se a madeira estiver mais húmida, a água do adesivo é absorvida muito mais lentamente. Se o material da madeira estiver demasiado seco, a cola será absorvida profundamente na madeira, deixando uma camada insuficiente de cola na superfície de colagem e uma ligação inadequada. E se a humidade da madeira for demasiado elevada, a camada de cola secará mais lentamente e os tempos tecnológicos (tempo de prensagem, tempo de repouso) aumentarão consideravelmente. Em casos extremos, quando a madeira está muito húmida, a cura pode nem sequer ocorrer.
Como evitar problemas causados pela eliminação da água. Explicação dos diferentes comportamentos
À medida que os parâmetros ambientais externos (temperatura, humidade) se alteram, é também necessário alterar os tempos tecnológicos em conformidade. Especialmente durante a mudança de estações, na primavera, quando há grandes mudanças de temperatura de um dia para o outro, ou nos meses quentes de verão.
O teor de humidade da madeira é muito importante, pois tem uma influência significativa na trabalhabilidade e na capacidade de colagem. A madeira recém-cortada contém uma grande quantidade de água, que deve ser removida antes do processamento. Isto é feito através da secagem. Após a secagem, a madeira altera o seu teor de humidade em função das condições ambientais externas, até atingir o equilíbrio com a humidade externa de uma determinada zona climática. Assim, a uma determinada temperatura e humidade relativa corresponde um determinado teor de humidade da madeira.
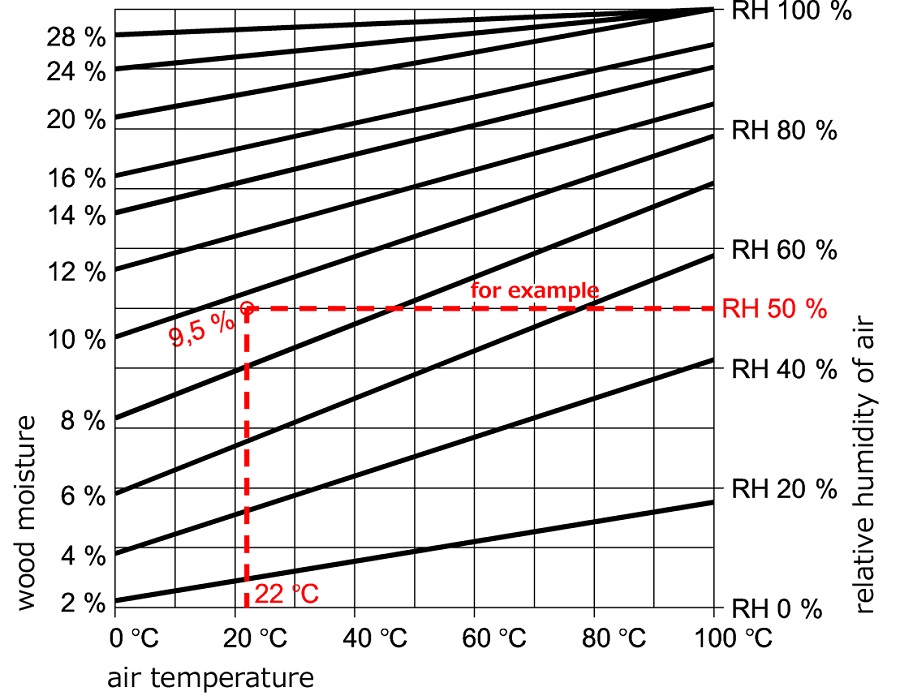
fonte: woodproducts.fi
A madeira deve ser seca de acordo com a utilização a que se destina, interior ou exterior. A madeira de interior (mobiliário, painéis, objectos decorativos) deve ter um teor de humidade entre 8-12%, enquanto a madeira de exterior (revestimento exterior, pérgulas, cercas) será utilizado o 14-18%.
Recomenda-se que, durante a secagem, seja atingido um equilíbrio de humidade cujo valor seja próximo do valor de humidade durante o processamento. Desta forma, poupa-se energia e reduzem-se consideravelmente as alterações dimensionais e a deformação do produto acabado.
Outra consequência da variação da humidade do elemento é a sua variação dimensional e, por vezes, a sua deformação. A variação dimensional da madeira manifesta-se geralmente por retração ou dilatação. Devido a estas alterações, a ligação está sujeita a tensões adicionais. Além disso, a madeira é um material anisotrópico, com propriedades diferentes em diferentes direcções, ao longo, tangencial ou perpendicular à fibra. Isto faz com que a sua variação seja diferente consoante o tipo de corte. Assim, peças de aspeto quase idêntico, mas diferentes em termos de corte (longitudinal, perpendicular ou tangencial à fibra), terão alterações diferentes quando o teor de humidade variar. O resultado será que algumas peças se curvarão e outras não, ou a curvatura será diferente mesmo que as peças sejam idênticas.
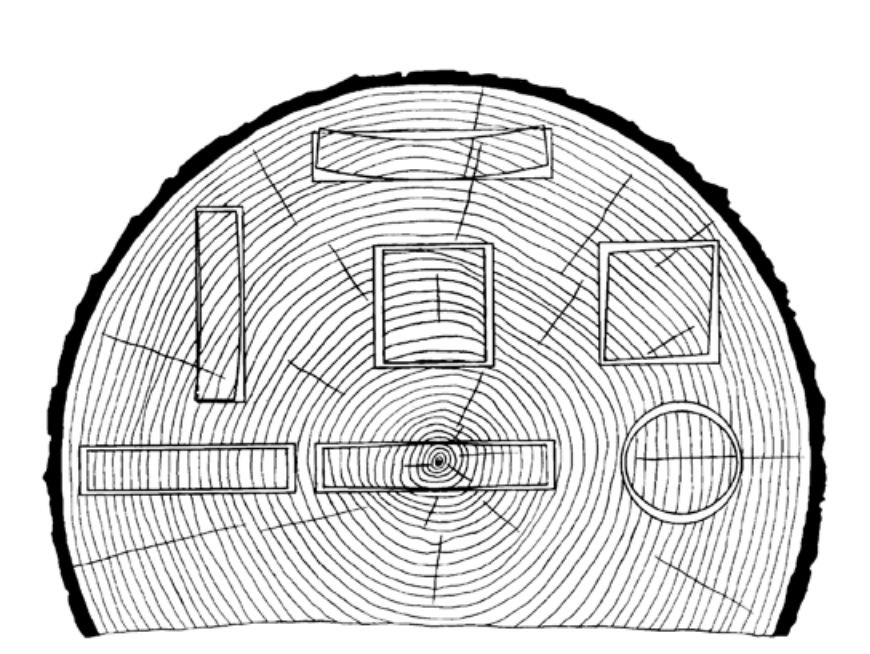
fonte: instructables.com
O tempo é muito importante
Para poder determinar as causas dos problemas na colagem da madeira, é muito importante verificar se o problema ocorreu durante ou após a colagem, bem como o tempo decorrido antes da ocorrência do problema. Em alguns casos, os problemas de qualidade ocorrem durante ou imediatamente após a colagem. São mais fáceis de detetar e de resolver. No entanto, se ocorrerem dias ou mesmo semanas depois, as causas podem ser múltiplas e pode demorar algum tempo a identificar a causa exacta do problema. A madeira utilizada pode desempenhar um papel importante. Se a colagem não for efectuada de forma perfeita, seguindo todas as instruções dadas pelo fabricante na ficha técnica do produto, as variações dimensionais da madeira causadas por alterações dos parâmetros externos geram pressões adicionais que exercem pressão sobre a cola e podem levar à sua destruição.
Szolvegy A empresa dedica-se profissionalmente à resolução de quaisquer problemas que possam surgir no processo de pregagem da madeira. Os especialistas da empresa concentram-se principalmente na procura da causa, de modo a que os problemas sejam eliminados e o risco da sua recorrência seja completamente afastado. A combinação do profissionalismo dos técnicos, de colas de qualidade e de uma óptima relação com os parceiros, baseada na cooperação e na honestidade, faz com que "para uma colagem segura, utilizar as colas TISZABOND". não apenas um slogan empresarial.












Adicionar comentário