






















Los problemas de encolado de la madera no son necesariamente culpa del adhesivo. Hay muchos otros factores que deben tenerse en cuenta, como la temperatura de almacenamiento y de trabajo, la preparación del sustrato de madera, su humedad, la cantidad de adhesivo aplicada y el tiempo de fraguado. Los parámetros que hay que respetar, así como la forma de trabajar, se especifican siempre en las fichas técnicas de los productos y, para obtener una buena calidad de encolado, hay que tenerlos todos en cuenta. Como siempre digo, los productos, por muy buenos que sean, no hacen maravillas. Hablamos con representantes de la empresa Szolvegy de Targu Mures, fabricante y distribuidor de adhesivos TISZABONDpara ver cómo pueden surgir problemas en el encolado incluso cuando se utilizan adhesivos de calidad. Así pues, veamos cómo influyen en el encolado los parámetros de trabajo, las cualidades de la madera y los factores ambientales, y qué problemas pueden producirse al encolar madera.
Adhesivos de dispersión a base de PVA (acetato de polivinilo) tienen un componente base líquido y componentes sólidos finamente divididos que flotan en el componente base, formando juntos la dispersión. Durante el secado del adhesivo, a medida que se transforma de líquido a sólido, se elimina el agua, lo que provoca que los gránulos se cierren entre sí y luego se fusionen, formando la película. Esto da lugar a la pegajosidad y el proceso es irreversible (no puede volver a su forma líquida original). Si este proceso de unión de partículas no se completa, el adhesivo no proporcionará la pegajosidad deseada. La solidificación del adhesivo sólo tiene lugar en condiciones óptimas, que siempre se especifican en la ficha técnica del producto.
Temperatura mínima de formación de la película
Uno de los parámetros más importantes que influyen en la adhesión es la temperatura mínima necesaria para la sujeción. Los adhesivos de PVA son solubles en agua, por lo que el agua es el principal componente líquido. Este tipo de adhesivo se congela a temperaturas inferiores a 0°C y el adhesivo se destruye. En consecuencia, se requiere una temperatura superior a 0°C para que la película adhesiva se solidifique.
Temperatura mínima de formación de la película (TMFP) es la temperatura a la que el adhesivo todavía puede crear una película continua. A temperaturas inferiores, la película no se formará. El resultado del secado será un revestimiento pulverulento, sin pegajosidad y de color blanco que se despega de la madera. La temperatura a la que esto ocurre también se denomina "punto de blanqueo". Esta información siempre se incluye en la ficha técnica del producto, y siempre se sitúa en torno a los 5 °C.
Hay varias razones por las que la película adhesiva no alcanza la temperatura mínima requerida. He aquí algunas de ellas:
- El adhesivo tiene una temperatura baja, inferior a la temperatura mínima de formación de película. La razón puede ser que el adhesivo se almacena en un lugar inadecuado. Por ejemplo, el almacén no se calienta al final del turno (por la noche) o durante el fin de semana. Durante este tiempo, la temperatura desciende mucho. La temperatura del adhesivo también descenderá y al inicio del trabajo, si no se permite que alcance la temperatura requerida (temperatura mínima de formación de película), se producirán problemas cuando el adhesivo se congele.
- la temperatura de la madera que se va a encolar es demasiado baja. La causa puede ser que la madera almacenada a la intemperie o en depósito no ha tenido tiempo suficiente para alcanzar la temperatura mínima de formación de película antes de comenzar el procesado. En las piezas así encoladas, al no haberse calentado toda la sección transversal, el centro del plano de la cola se "enfría" por debajo de la temperatura mínima de formación de película. Aunque el agarre en los bordes será bueno, en el interior sólo se forma una capa pulverulenta y la película adhesiva se desprende.
- temperatura reducida en el espacio de trabajo.

Cómo evitar los problemas causados por las bajas temperaturas. Eliminar las causas
Adhesivo deben almacenarse en locales con calefacción. Evite enfriarlo por debajo de la temperatura mínima de formación de película. Es decir, el adhesivo nunca debe almacenarse en locales donde la temperatura sea inferior a 5ºC, aunque sea fuera del horario real de trabajo (fuera de turno, fines de semana).
Antes de aplicar el adhesivo la madera debe calentarse de modo que la temperatura de la madera en toda la sección transversal supere la temperatura mínima de formación de la película. Se recomienda que el material de madera se almacene unos días antes de la transformación en salas con calefacción adecuada y que las pilas/apilamientos se dividan y dispongan de forma que el aire caliente de la fuente de calor tenga acceso a una superficie de madera lo más amplia posible. Si las pilas no están bien repartidas, el aire no llegará a las tablas centrales, que no se calentarán. No olvidemos que la madera es un buen aislante.
El taller en el que se realice el encolado debe calentarse a una temperatura compatible con el proceso de encolado. No se puede encolar en locales sin calefacción o en los que la calefacción lleve poco tiempo encendida y la temperatura interior sea muy baja, lo que impide que la madera y el adhesivo superen la temperatura mínima de formación de la película.
Eliminación del agua del adhesivo para formar la película
Otro parámetro que influye en la calidad del encolado es la eliminación del agua. El fraguado de los adhesivos de dispersión de PVA se consigue por evaporación y/o absorción de agua en las piezas de madera. El agua se elimina del adhesivo de dos formas:
Por evaporación. Las características de los adhesivos y su forma de trabajar suelen ser fijadas por los fabricantes a 20°C y una humedad relativa de 50-60%. Si las condiciones de uso en fábrica difieren de las anteriores, habrá que modificar también los parámetros de uso de los adhesivos (tiempo abierto, tiempo de liberación, tiempo de reposo, etc.). Si la desviación de los valores óptimos es muy grande, se modificarán los tiempos mencionados.
Si aumenta la temperatura, el adhesivo se secará más rápidamente, lo que a su vez reducirá los tiempos tecnológicos. Por el contrario, si la temperatura disminuye los tiempos tecnológicos aumentan. La variación de la humedad del aire en la zona de trabajo también influye en la eliminación del agua. Si la humedad disminuye, el adhesivo se seca más rápido y los tiempos de proceso se reducen, y si la humedad aumenta, los tiempos de proceso también aumentan. Las variaciones de temperatura y humedad del aire son especialmente importantes en invierno y verano porque es cuando se alcanzan valores que afectan al proceso de pegado.
Por difusión del agua en la madera. El contenido de humedad de la madera influye en el tiempo de curado del adhesivo. Si la madera está más seca, el agua del adhesivo se absorbe más rápidamente, mientras que si la madera está más húmeda, el agua del adhesivo se absorbe mucho más lentamente. Si el material de madera está demasiado seco, el adhesivo se absorberá profundamente en la madera, dejando una capa insuficiente de adhesivo en la superficie de encolado y una unión inadecuada. Y si el contenido de humedad de la madera es demasiado alto, la capa de adhesivo se secará más lentamente y los tiempos tecnológicos (tiempo de prensado, tiempo de reposo) aumentarán considerablemente. En casos extremos, cuando la madera está muy húmeda, puede que ni siquiera se produzca el curado.
Cómo evitar los problemas causados por la eliminación del agua. Explicación de los distintos comportamientos
A medida que cambian los parámetros ambientales externos (temperatura, humedad), también es necesario modificar en consecuencia los tiempos tecnológicos.. Especialmente durante el cambio de estación, en primavera, cuando hay grandes cambios de temperatura de un día para otro, o en los calurosos meses de verano.
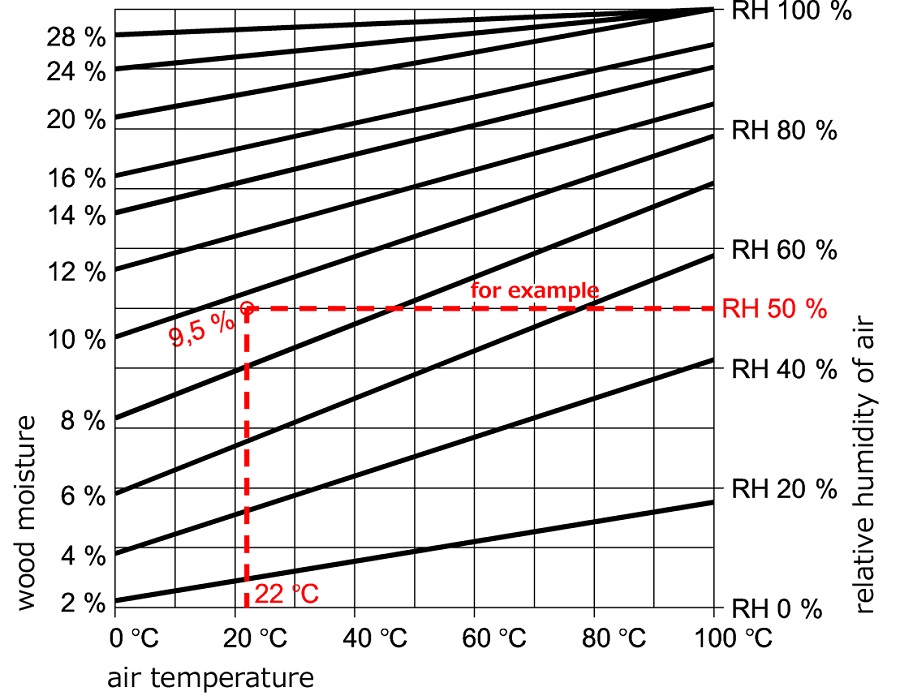
El contenido de humedad de la madera es muy importante, ya que influye notablemente en la trabajabilidad y la capacidad de encolado. La madera recién cortada contiene una gran cantidad de agua, que debe eliminarse antes de procesarla. Esto se hace mediante el secado. Tras el secado, la madera modificará su contenido de humedad en función de las condiciones ambientales externas, hasta alcanzar el equilibrio con la humedad externa en la zona climática dada. Así pues, una temperatura y una humedad relativa determinadas corresponden a un nivel determinado de contenido de humedad de la madera.
fuente: woodproducts.fi
La madera debe secarse en función del uso previsto, interior o exterior. La madera de interior (muebles, revestimientos, objetos decorativos) debe tener un contenido de humedad del orden de 8-12%, mientras que la madera de exterior (revestimientos exteriores, pérgolas, vallas) el 14-18% se secará.
Se recomienda que durante el secado se alcance un equilibrio de humedad cuyo valor se aproxime al valor de humedad durante el procesado. De este modo se ahorra energía y se reducen en gran medida los cambios dimensionales posteriores y la deformación del producto acabado.
Otra consecuencia de la variación de la humedad del elemento es su variación dimensional y a veces su deformación. La variación dimensional de la madera suele manifestarse por contracción o hinchamiento. Debido a estos cambios, la unión está sometida a tensiones adicionales. Además, la madera es un material anisótropo, que tiene propiedades diferentes en distintas direcciones, a lo largo, tangencial o perpendicular a la fibra. Esto hace que su variación sea diferente según el tipo de corte. Así, piezas que parecen casi idénticas pero que son diferentes en cuanto al corte (a lo largo, perpendicular o tangencial a la fibra) tendrán cambios diferentes cuando varíe el contenido de humedad. El resultado será que algunas piezas se curvarán y otras no, o que la curvatura será diferente aunque las piezas sean idénticas.
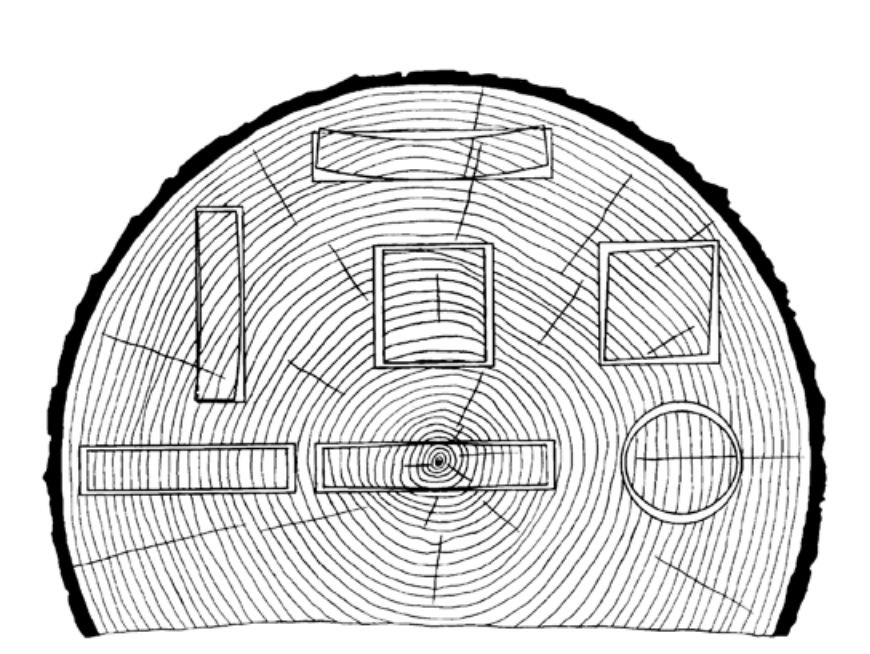
Fuente: instructables.com
El momento es muy importante
Para poder determinar las causas de los problemas en el encolado de la madera, es muy importante ver si el problema se produjo durante o después del encolado, así como el tiempo transcurrido antes de que se produjera el problema. En algunos casos, los problemas de calidad se producen durante o inmediatamente después del encolado. Son más fáciles de detectar y de solucionar. Sin embargo, si se producen días o incluso semanas después, las causas pueden ser múltiples y puede llevar tiempo determinar la causa exacta del problema. La madera utilizada puede influir. Si el encolado no se realiza a la perfección, siguiendo todas las instrucciones dadas por el fabricante en la ficha técnica del producto, las variaciones dimensionales de la madera provocadas por cambios en los parámetros externos generan presiones adicionales que estresan la cola y pueden provocar su destrucción.
Szolvegy aborda profesionalmente cualquier problema que pueda surgir en el proceso de clavado de madera. Los especialistas de la empresa se centran principalmente en encontrar la causa, de modo que se eliminan los problemas y se elimina por completo el riesgo de que vuelvan a producirse. La combinación de la profesionalidad de los técnicos, los adhesivos de calidad y una muy buena relación con los socios, basada en la cooperación y la honestidad, hacen que "para una unión segura utilice adhesivos TISZABOND no es sólo un eslogan corporativo.












Añadir un comentario