






















Wie man Lacke aufträgt in den Produktdatenblättern empfohlen erinnerte mich an eine Anwendungsmethode, die zu Unrecht mit weniger Vertrauen behandelt wird als andere Anwendungsmethoden. Es handelt sich dabei um das Gießen, eine Methode, die in der Vergangenheit häufig angewandt wurde und heute viel weniger, obwohl sie einige Vorteile hat.
Der Hauptvorteil des Gießens ist die Verringerung des Materialverlustes. Die am häufigsten verwendete Applikationsmethode ist das Sprühen, aber die Menge des verlorenen Materials schwankt zwischen 20-25% für ganze Platten und 60-100% für kompliziertere Objekte. Dieser Verlust wird beim Gießen erheblich reduziert.

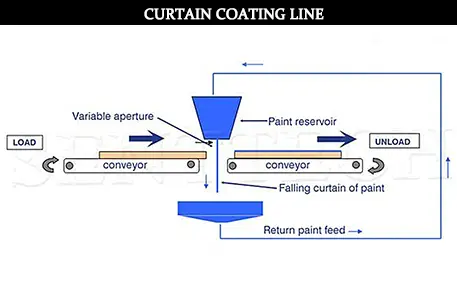
Bildquelle szjxuv.com
Das Gießen erfolgt mit einer Gießmaschine, die in der Regel in eine komplexere Fertigungsstraße eingespannt ist, aber auch mit nur 2 Förderbändern arbeiten kann. Das Prinzip der Maschine besteht darin, den Lack oder die Grundierung in Form eines Vorhangs aufzutragen. Die Hauptbestandteile der Maschine sind das Förderband und die Lackierköpfe. Es geht sehr wenig Material verloren, denn alles, was nicht auf das zu bearbeitende Objekt fällt, wird aufgefangen und wiederverwendet.
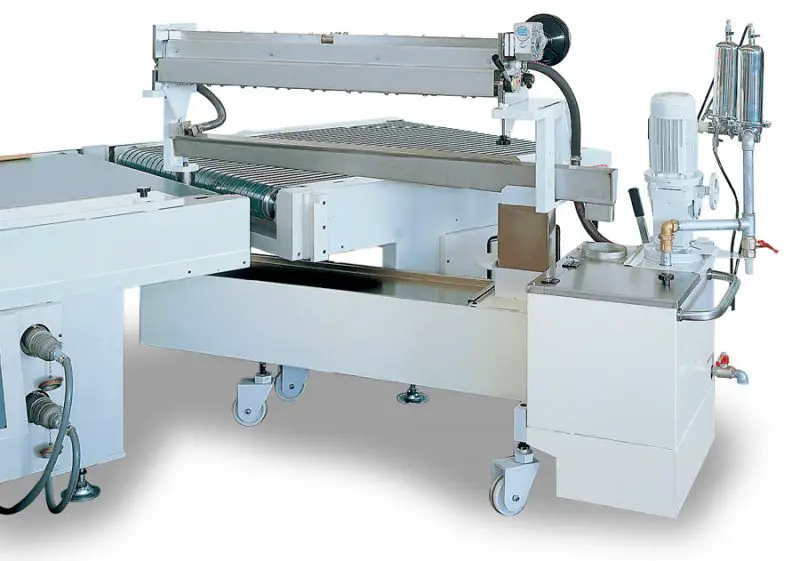
Bildquelle: infrarot-trockner.de
Je nach Bauart können die Maschinen einen oder mehrere Formköpfe haben. Mehrköpfige Spritzgießmaschinen werden beispielsweise für die Verarbeitung von Mischungen mit kurzer Topfzeit verwendet, wie z. B. Polyesterprodukte.

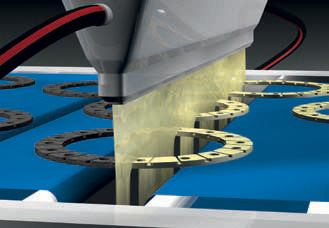
Fotoquelle: giardina group.com
Die Köpfe können fest oder abnehmbar sein. Letztere haben den Vorteil, dass sie leicht zu reinigen sind.
Bildquelle: ceflafinishing.com
Das Material in den Formköpfen kann durch Schwerkraft oder Druck bewegt werden. Bei Schwerkraftmaschinen "fällt" das Material einfach in den Formkopf und bildet den Lackvorhang, und zwar aufgrund der Schwerkraft. Bei Druckmaschinen wird das Material natürlich mit Druck in die Formköpfe befördert.
Leisten, wie Bewertung vonwerden für ebene Flächen verwendet. Dies ist auch ihr größter Nachteil. Wenn die zu bearbeitenden Objekte in einem bestimmten Winkel auf das Förderband gelegt werden, können im Gegensatz zur Nivellierung auch Kanten und bestimmte Oberflächenmuster (Türbretter, Astmuster usw.) bearbeitet werden.
Bildquelle: burkleamerica.com
Die Formmaschinen sind hochproduktiv, mit Förderbandgeschwindigkeiten von bis zu 150 m/min. Durch Änderung des Spalts, durch den das Material fällt, kann der Verbrauch zwischen 60 und 450 g/Meter eingestellt werden. Nitrocellulose, wasserlöslich, Polyurethan, Acryl, säurehärtbar, Polyurethan, Acryl, etc.
Ein weiterer Nachteil der Gießmaschine ist die Empfindlichkeit des Lackvorhangs. Er kann "reißen", wenn es im Raum zieht oder wenn der Schlitz in dem Versuch, den Verbrauch stark zu reduzieren, nur ganz leicht geöffnet wird. Wenn der Vorhang reißt, wird der Lack nicht mehr auf einen Teil der Teile aufgetragen, und zwar umso mehr, je höher die Laufgeschwindigkeit des Bandes ist. Aus diesem Grund sollte die Maschine in stromlosen Bereichen aufgestellt werden, und die einmal eingestellte Schlitzöffnung sollte während des Auftrags nicht verändert werden.
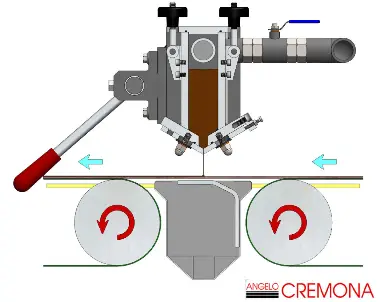
Bildquelle: angelocremona.it
Wenn Produkte auf Lösungsmittelbasis aufgetragen werden, steigt ihre Viskosität während der Anwendung aufgrund der schnelleren Verdunstung des Lösungsmittels an. Daher wird die Viskosität häufiger überprüft und gegebenenfalls durch Zugabe von Verdünner angepasst. Die Viskosität beim Gießen ist höher als beim Sprühen und erreicht 16-28 Sekunden.
Die Profiliermaschine ist zwar keine Option, wenn es um die Bearbeitung von Holzstühlen oder Balustraden geht, aber sie kann eine gute Wahl sein, wenn es um die Bearbeitung von Türen, flachen Elementen, Rahmen und anderen Holzgegenständen dieser Art geht. Sie können sie auch in Betracht ziehen, wenn Ihr Produktionsprofil viele kleine flache Elemente enthält, zumal es Maschinen in verschiedenen Größen gibt, sogar in Laborausführung.

Bildquelle: venetafinishing.it












Kommentar hinzufügen