






















Probleme beim Verkleben von Holz sind nicht unbedingt auf den Klebstoff zurückzuführen. Es gibt viele andere Faktoren, die zu berücksichtigen sind, darunter die Temperatur bei der Lagerung und im Arbeitsraum, die Vorbereitung des Holzuntergrunds, seine Feuchtigkeit, die Menge des aufgetragenen Klebstoffs und die Abbindezeit. Die zu beachtenden Parameter sowie die Arbeitsweise sind immer in den Produktdatenblättern angegeben und müssen für eine gute Qualität der Verleimung alle berücksichtigt werden. Wie ich immer sage: Produkte, egal wie gut sie sind, bewirken keine Wunder. Wir sprachen mit Vertretern des Unternehmens Szolvegy aus Targu Mures, dem Hersteller und Vertreiber von Klebstoffen TISZABONDum zu sehen, wie Probleme bei der Verleimung auftreten können, selbst wenn Qualitätsklebstoffe verwendet werden. Sehen wir uns also an, wie die Verleimung durch Arbeitsparameter, Holzqualitäten und Umweltfaktoren beeinflusst wird und welche Probleme bei der Verleimung von Holz auftreten können.
Dispersionsklebstoffe auf PVA-Basis (Polyvinylacetat) bestehen aus einer flüssigen Grundkomponente und fein verteilten festen Bestandteilen, die in der Grundkomponente schwimmen und zusammen die Dispersion bilden. Beim Trocknen des Klebstoffs, wenn er sich von der Flüssigkeit in einen Feststoff verwandelt, wird Wasser entzogen, wodurch sich die Körnchen zusammenschließen und dann zusammenwachsen und den Film bilden. Dies führt zu einer Klebrigkeit, und der Prozess ist irreversibel (er kann nicht in seine ursprüngliche flüssige Form zurückkehren). Wenn dieser Prozess der Partikelbindung nicht vollständig ist, bietet der Klebstoff nicht die gewünschte Klebrigkeit. Die Verfestigung des Klebstoffs findet nur unter optimalen Bedingungen statt, die immer im Produktdatenblatt angegeben sind.
Minimale Filmbildungstemperatur
Einer der wichtigsten Parameter, die das Kleben beeinflussen, ist die für das Einspannen erforderliche Mindesttemperatur. PVA-Klebstoffe sind wasserlöslich, d. h. Wasser ist die wichtigste flüssige Komponente. Diese Art von Klebstoff gefriert bei Temperaturen unter 0°C und der Klebstoff wird zerstört. Daher ist eine Temperatur von über 0 °C erforderlich, damit der Klebstofffilm fest wird.
Minimale Filmbildungstemperatur (TMFP) ist die Temperatur, bei der der Klebstoff noch einen durchgehenden Film bilden kann. Bei Temperaturen darunter bildet sich der Film nicht. Das Ergebnis der Trocknung ist eine pulverförmige, klebfreie, weiß gefärbte Beschichtung, die sich vom Holz ablöst. Die Temperatur, bei der dies geschieht, wird auch als "Bleichpunkt". Diese Information ist immer im Produktdatenblatt enthalten und liegt immer bei 5°C.
Es gibt verschiedene Gründe, warum der Klebefilm die erforderliche Mindesttemperatur nicht erreicht. Hier sind einige von ihnen:
- Der Klebstoff hat eine niedrige Temperatur, die unter der Mindesttemperatur für die Filmbildung liegt. Der Grund dafür kann sein, dass der Klebstoff an einem ungeeigneten Ort gelagert wird. Zum Beispiel wird der Lagerraum am Ende der Schicht (nachts) oder am Wochenende nicht beheizt. Während dieser Zeit sinkt die Temperatur sehr stark ab. Die Temperatur des Klebstoffs sinkt ebenfalls, und wenn der Klebstoff zu Beginn des Auftrags nicht die erforderliche Temperatur (Mindestfilmbildungstemperatur) erreichen darf, kommt es zu Problemen, wenn der Klebstoff gefroren ist.
- die Temperatur des zu verleimenden Holzes zu niedrig ist. Die Ursache kann darin liegen, dass das im Freien oder im Lager gelagerte Holz nicht genügend Zeit hatte, die Mindesttemperatur für die Filmbildung zu erreichen, bevor die Verarbeitung beginnt. Bei derartig verleimten Stücken kühlt" die Mitte der Leimfläche unter die Mindestfilmbildungstemperatur ab, da nicht der gesamte Querschnitt erwärmt wurde. Auch wenn die Haftung an den Rändern gut ist, bildet sich im Inneren nur eine pulverförmige Schicht und der Klebstofffilm löst sich.
- reduzierte Temperatur im Arbeitsbereich.

Wie man durch niedrige Temperaturen verursachte Probleme vermeiden kann. Beseitigung der Ursachen
Kleber sollten in beheizten Räumen gelagert werden. Vermeiden Sie eine Abkühlung unter die Mindesttemperatur für die Filmbildung. Das heißt, der Klebstoff sollte niemals in Räumen gelagert werden, in denen die Temperatur unter 5ºC liegt, auch nicht außerhalb der eigentlichen Arbeitszeit (außerhalb der Schicht, am Wochenende).
Vor dem Auftragen des Klebstoffs das Holz muss erhitzt werden so dass die Temperatur des Holzes über die gesamte Querschnittsfläche die Mindestfilmbildungstemperatur überschreitet. Es wird empfohlen, das Holzmaterial einige Tage vor der Verarbeitung in entsprechend beheizten Räumen zu lagern und die Stapel so aufzuteilen und anzuordnen, dass die warme Luft der Wärmequelle eine möglichst große Fläche des Holzes erreichen kann. Wenn die Stapel nicht richtig verteilt sind, erreicht die Luft nicht die mittleren Bretter, die sich nicht erwärmen können. Wir dürfen nicht vergessen, dass Holz ein sehr guter Isolator ist.
Die Werkstatt, in der geklebt wird, muss auf eine für den Klebeprozess verträgliche Temperatur geheizt werden.. Kann nicht in unbeheizten Räumen geklebt werden oder wenn die Heizung nur kurzzeitig eingeschaltet war und die Innentemperatur sehr niedrig ist, so dass Holz und Klebstoff die Mindestfilmbildungstemperatur nicht überschreiten.
Entfernen von Wasser aus dem Klebstoff zur Bildung des Films
Ein weiterer Parameter, der die Qualität der Verklebung beeinflusst, ist die Wasseraufnahme. PVA-Dispersionsklebstoffe nehmen Wasser durch Verdunstung und/oder Absorption in den Holzstücken auf. Das Wasser wird auf zwei Arten aus dem Klebstoff entfernt:
Durch Verdunstung. Die Eigenschaften der Klebstoffe und ihre Funktionsweise werden von den Herstellern in der Regel auf 20°C und eine relative Luftfeuchtigkeit von 50-60% eingestellt. Weichen die Verwendungsbedingungen in der Fabrik davon ab, müssen auch die Parameter für die Verwendung der Klebstoffe (offene Zeit, Trennzeit, Ruhezeit usw.) geändert werden. Wenn die Abweichung von den optimalen Werten sehr groß ist, werden die oben genannten Zeiten geändert.
Eine Erhöhung der Temperatur führt zu einer schnelleren Trocknung des Klebstoffs, was wiederum die technologischen Zeiten verkürzt. Im Gegenteil, wenn die Temperatur sinkt, verlängern sich die technologischen Zeiten. Die Veränderung der Luftfeuchtigkeit im Arbeitsbereich beeinflusst ebenfalls die Wasserentfernung. Wenn die Luftfeuchtigkeit abnimmt, trocknet der Klebstoff schneller und die Prozesszeiten werden verkürzt, und wenn die Luftfeuchtigkeit zunimmt, verlängern sich die Prozesszeiten ebenfalls. Die Schwankungen der Temperatur und der Luftfeuchtigkeit sind im Winter und im Sommer besonders wichtig, weil dann Werte erreicht werden, die den Klebeprozess beeinflussen.
Durch Wasserdiffusion im Holz. Der Feuchtigkeitsgehalt des Holzes beeinflusst die Aushärtungszeit des Klebstoffs. Ist das Holz trockener, wird das Wasser im Klebstoff schneller absorbiert, ist das Holz feuchter, wird das Wasser im Klebstoff viel langsamer absorbiert. Ist das Holzmaterial zu trocken, wird der Klebstoff tief in das Holz absorbiert, so dass eine unzureichende Klebstoffschicht auf der Klebefläche zurückbleibt und eine unzureichende Verbindung entsteht. Ist die Feuchtigkeit des Holzes zu hoch, trocknet die Klebstoffschicht langsamer und die technologischen Zeiten (Presszeit, Ruhezeit) verlängern sich erheblich. In extremen Fällen, wenn das Holz sehr nass ist, kann die Aushärtung gar nicht stattfinden.
Wie man Probleme bei der Wasserentsorgung vermeiden kann. Erläuterung der verschiedenen Verhaltensweisen
Da sich die äußeren Umgebungsparameter (Temperatur, Feuchtigkeit) ändern, müssen auch die technologischen Zeiten entsprechend angepasst werden.. Vor allem beim Wechsel der Jahreszeiten, im Frühjahr, wenn es von einem Tag auf den anderen große Temperaturschwankungen gibt, oder in den heißen Sommermonaten.
Der Feuchtigkeitsgehalt des Holzes ist sehr wichtig, da er einen erheblichen Einfluss auf die Verarbeitbarkeit und die Verleimungsfähigkeit hat. Frisch geschlagenes Holz enthält eine große Menge Wasser, das vor der Verarbeitung entfernt werden muss. Dies geschieht durch Trocknung. Nach dem Trocknen ändert das Holz seinen Feuchtigkeitsgehalt in Abhängigkeit von den äußeren Umgebungsbedingungen, bis es ein Gleichgewicht mit der äußeren Feuchtigkeit in der jeweiligen Klimazone erreicht. Eine bestimmte Temperatur und relative Luftfeuchtigkeit entspricht also einem bestimmten Feuchtigkeitsgehalt des Holzes.
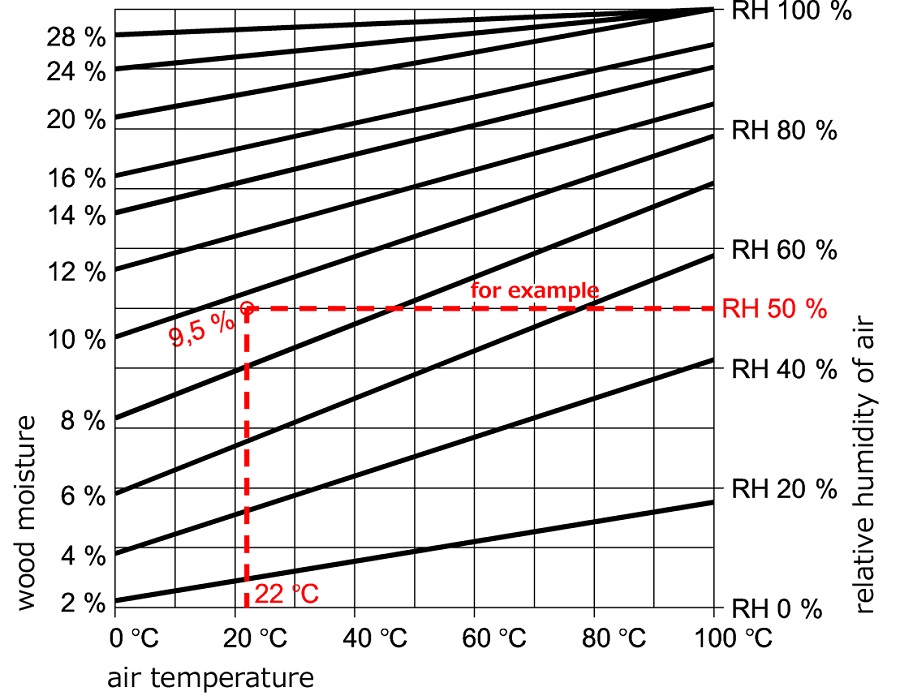
Quelle: woodproducts.fi
Holz sollte je nach Verwendungszweck im Innen- oder Außenbereich getrocknet werden. Holz für den Innenbereich (Möbel, Verkleidungen, Dekorationsgegenstände) sollte einen Feuchtigkeitsgehalt im Bereich von 8-12% aufweisen, während Holz für den Außenbereich (Außenverkleidungen, Pergolen, Zäune) wird der 14-18% austrocknen.
Es wird empfohlen, bei der Trocknung ein Feuchtigkeitsgleichgewicht zu erreichen, dessen Wert nahe dem Feuchtigkeitswert während der Verarbeitung liegt. Dies spart Energie und reduziert spätere Maßänderungen und Verformungen des Endprodukts erheblich.
Eine weitere Folge der Schwankungen des Feuchtigkeitsgehalts ist die Veränderung der Abmessungen und manchmal die Verformung des Elements.. Maßabweichungen bei Holz äußern sich in der Regel durch Schwinden oder Quellen. Aufgrund dieser Veränderungen ist die Verbindung zusätzlichen Spannungen ausgesetzt. Darüber hinaus ist Holz ein anisotroper Werkstoff, der in verschiedenen Richtungen - längs, tangential oder senkrecht zur Faser - unterschiedliche Eigenschaften aufweist. Dies führt dazu, dass es sich je nach Art des Schnitts unterschiedlich verhält. So werden Stücke, die fast identisch aussehen, sich aber in Bezug auf den Schnitt (längs, senkrecht oder tangential zur Faser) unterscheiden, unterschiedliche Veränderungen aufweisen, wenn der Feuchtigkeitsgehalt variiert. Das Ergebnis ist, dass sich einige Teile krümmen und andere nicht, oder die Krümmung ist unterschiedlich, auch wenn die Teile identisch sind.
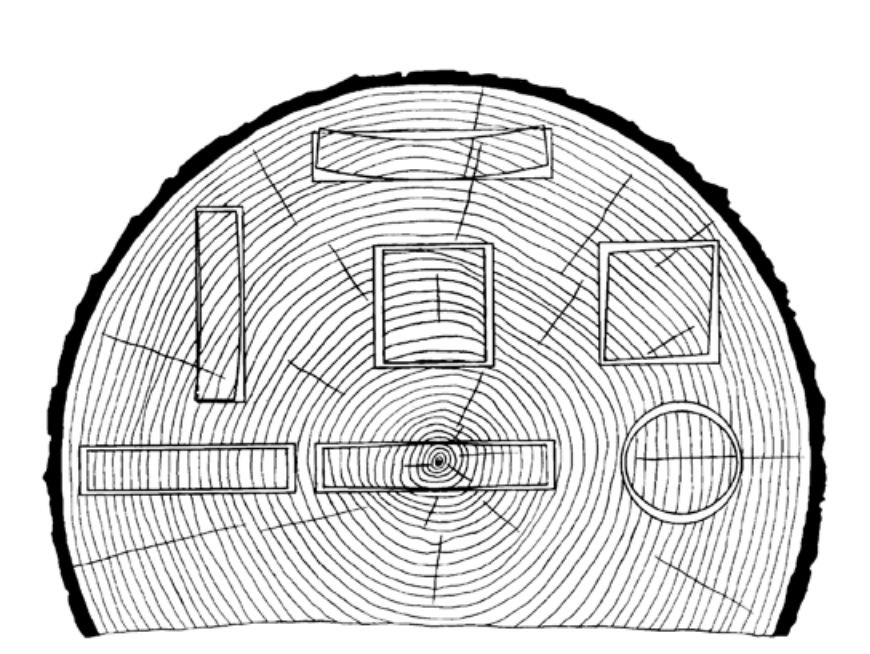
Quelle: instructables.com
Das Timing ist sehr wichtig
Um die Ursachen von Problemen bei der Holzverleimung feststellen zu können, ist es sehr wichtig zu sehen, ob das Problem während oder nach der Verleimung aufgetreten ist und wie viel Zeit bis zum Auftreten des Problems verstrichen ist. In manchen Fällen treten Qualitätsprobleme während oder unmittelbar nach der Verleimung auf. Sie sind leichter zu bemerken und zu beheben. Treten sie jedoch erst Tage oder gar Wochen später auf, können die Ursachen vielfältig sein, und es kann einige Zeit dauern, die genaue Ursache des Problems zu ermitteln. Das verwendete Holz kann eine Rolle spielen. Wenn die Verleimung nicht perfekt und unter Beachtung aller Herstellerangaben im Produktdatenblatt erfolgt, erzeugen Maßabweichungen des Holzes durch veränderte äußere Parameter zusätzlichen Druck, der den Leim belastet und zu seiner Zerstörung führen kann.
Szolvegy geht professionell auf alle Probleme ein, die bei der Holzvernagelung auftreten können. Die Spezialisten des Unternehmens konzentrieren sich in erster Linie auf die Suche nach der Ursache, um Probleme zu beseitigen und das Risiko ihres erneuten Auftretens vollständig auszuschließen. Die Kombination aus der Professionalität der Techniker, den Qualitätsklebstoffen und einem sehr guten Verhältnis zu den Partnern, das auf Zusammenarbeit und Ehrlichkeit beruht, macht "für eine sichere Verbindung TISZABOND" Klebstoffe verwenden nicht nur ein Firmenslogan.












Kommentar hinzufügen