



















Calitatea unei finisări poate fi determinată cu ajutorul unor teste de peliculă care sunt standardizate. Se poate afla astfel rezistența la pătări cu diverse lichide calde sau reci, la zgâriere, la variații de temperatură, aderența peliculei la suport, etc. Testele sunt făcute după o perioadă de minimum 14 zile de la aplicare (dupa unele standarde 30 de zile), iar pentru a se emite buletine de analiză ele trebuie făcute de laboratoare acreditate. Dar nu întotdeauna avem nevoie de un “răspuns” oficial. Uneori vrem pur și simplu să vedem dacă ceea ce facem este bine. Pentru asta există întotdeauna metode simple, uneori empirice, dar foarte utile. Este și cazul aderenței peliculei de lac la suport sau a aderenței straturilor de finisaj între ele.
Dar mai întâi să vedem care sunt cauzele care duc la lipsa aderenței. Am să le enumar pe cele mai importante:
- umiditatea lemnului prea mare
- șlefuirea necorespunzătoare a lemnului în alb sau între straturi
- contaminarea suportului cu diverse substanțe – ceruri, uleiuri, praf, etc
- temperatura prea mică sau prea mare în mediul de lucru
- diferența mare de temperatură între obiectul de finisat, lac și mediul ambiant
- nerespectarea timpilor de gelifiere sau de uscare
- nerespectarea proporției de amestec cu catalizator
- incompatibilitatea între straturile finisajului
- pulverizare greșită – presiunea aerului prea mare sau prea mică, distanța față de obiect prea mare sau prea mică
- prea mult pigment în produsul de bază
- lemn cu conținut mare de rășină/ulei/taninuri care necesită aplicarea unui prim strat de izolator înaintea finisajului obișnuit

Numai văzând cât de mulți sunt factorii care influențează aderența și îți dorești să ai o metodă simplă pentru a o testa. Și cea mai simplă este testarea cu ajutorul unei monede. Se poate folosi o monedă de 50 de bani, cu care se trece peste suprafața finisată si uscată, apăsând ușor.

Dacă în urmă nu rămâne o urmă albă sau stratul de lac nu este “rașchetat”, atunci aderența este bună. Practic în spatele monedei nu trebuie să rămână nici o urmă. De obicei, după ce se trece cu moneda, suprafa,a este ștearsă cu o carpă moale pentru a vedea mai bine urmele.
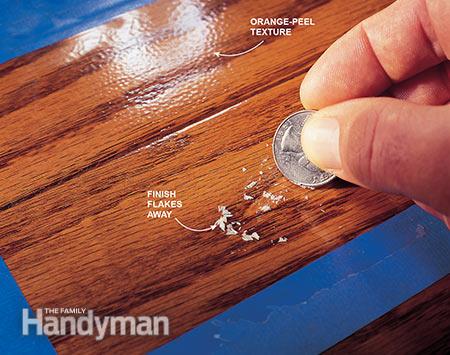
Urma albă rămasă este mai lată decât o zgârietură obișnuită și indică faptul că pelicula s-a desprins de lemn sau straturile de finisaj s-au dezlipit unele de altele și aerul a pătruns între ele, determinând apariția culorii albe.
Un alt mod de testare este testul grilei, care este derivat chiar din metoda de testare standardizată. Practic este vorba despre realizarea pe suprafața finisată, cu ajutorul unui obiect ascuțit, a unei grile de tipul celei de la jocul “X și O”. În cazul metodei stadardizate se folosește un dispozitiv care trasează liniile grilei la distanțe bine determinate una de cealaltă, rezultând pătrate identice.
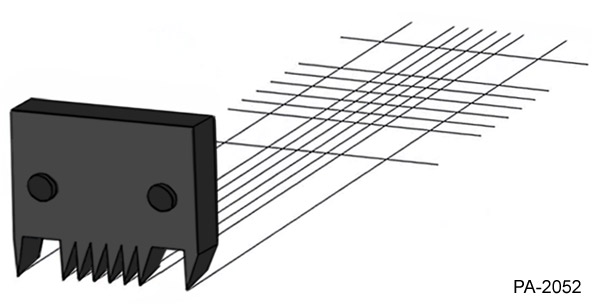
În fabrică se folosește un cuter, un bisturiu sau o lamă, iar pătratele nu mai sunt la fel de ordonate. Pentru un răspuns cât mai exact este bine ca pătratele să fie cât mai mici. Cuterul trebuie să fie foarte ascuțit pentru ca taietura să fie cât mai fină, să nu determine spargerea peliculei.

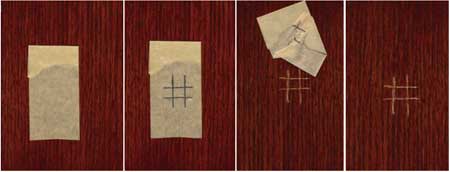
Peste grilă se lipește o bucată de scotch ( se poate folosi și din cel de hârtie), presând ușor deasupra pentru a fi bine lipită pe toată suprafața, după care sa prinde de un capăt și se trage.

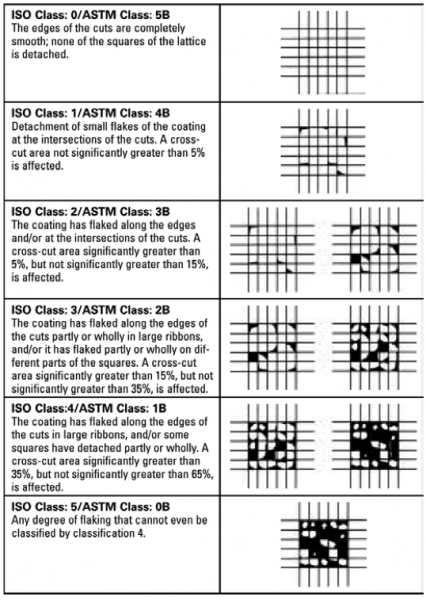
În funcție de cât lac rămâne pe bucata de scotch se determină calitatea aderenței. În varianta standardizată există o împărțire în mai multe categorii – aderență foarte bună, bună, acceptabilă sau nu are aderență, iar clasificarea se face comparând grila din standard cu rezultatul obținut.
În cazul testului din fabrică lucrurile sunt mai simple. Dacă nu s-a desprins nimic sau numai lacul din lungul tăieturilor, aderența este bună.

Dacă se desprind și pătrățelele atunci pelicula nu are aderență.

Pornind de la această metodă se pot face și alte variante. Se poate desena un mic tringhi sau un mic pătrat, pe care se pune apoi scotch-ul și se trage. Răspunsul la aceste teste este însă mai puțin sigur.
Și cei care revopsesc sau reîmprospătează finisajul unui mobilier pot face un astfel de test, sau unul chiar mai simplu. Peste suprafața refinisată se aplică o bandă adezivă, dupa care se trage de ea. În mod normal pe ea nu trebuie să rămână lac. Dacă rămâne înseamnă că cele 2 straturi nu sunt compatibile și nu există aderență între straturi. Este bine să faceți testul înainte de a aplica pe întreaga suprafață; încercați pe o parte mai ascunsă.
Ambele metode de determinare a aderenței sunt simple și se pot face făra probleme în fabrică, în atelier sau acasă. Diferența dintre ele este că, dacă în cazul primei metode pelicula se distruge numai dacă lipsește aderența, in cel de-al doilea caz pelicula este deteriorată și dacă are aderență. De aceea testul trebuie făcut în locuri fără vizibilitate, iar grila să fie cât mai mică.












Adaugă comentariul