
















Those who work with solid wood know that it can be found in various forms: logs, sawn timber, planks, beams (vertical or horizontal) or panels. There is a tendency to think that solid wood panels (also called solid wood carpet) are not solid wood. If we considered only furniture made from wide planks to be solid wood, a lot of furniture would fall out of this category. Take for example the countertop in the picture below. Do you think it is not solid wood? If we were to go with that, it would mean that any table top that is not made from a single piece of wood is not solid wood. However, how many trees have such a large diameter when cut to make a countertop from a single "slice" of wood? I think that a description of how to get solid hardwood panels, their advantages and disadvantages, would help to form a complete picture.

Solid wood panels can be produced as a secondary activity in furniture factories, as a DIY activity, but also as the main activity of a factory. They can be made from a variety of wood species, even the most 'precious' ones such as oak tree , fagul, the paltin, frasin, cherry or American walnut.

The manufacturing process has the following steps:
- log cutting
- timber drying
- cutting timber into elements of a certain length, width and thickness
- removing defects and knots
- extension of smaller elements
- sorting of items
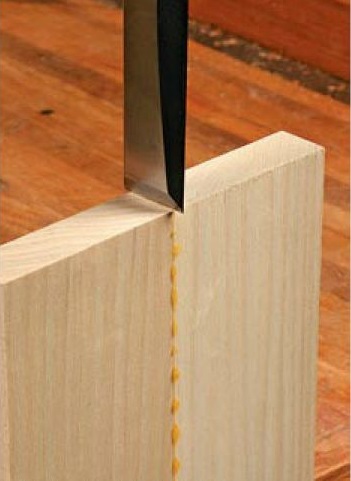
- application of adhesive along the length of the element
- încleierea
- calibration of the obtained panel

Lumber drying is done in kilns until the wood reaches equilibrium and a moisture content of 10+/-2%. Lower or higher humidity can lead to defects over time because the panel behaves the same as the solid being influenced by the variation of humidity in the air.
Lumbering It is made in elements of predetermined length, width and thickness. The length of the elements determines the length of the panel and can be up to 5m. The width of the element will become the thickness of the panel and the thickness of the element will be the width of the elements that make up the panel. If it's not very clear, it will become immediately.🙂 🙂
Elimination of defects and nodes. Defects or knots are removed from each element so that the resulting panel is stronger, without the risk of cracking or warping. The removal of knots is not compulsory, and can result in panels of inferior quality or simply aesthetic (pine or spruce).
Extension of elements. By removing defects some elements remain shorter than the panel standard. In this case, several elements are spliced together lengthwise until the desired length is reached.
Sorting of items. Before the elements are glued together, they are sorted according to some basic criteria:
- wood type and color,
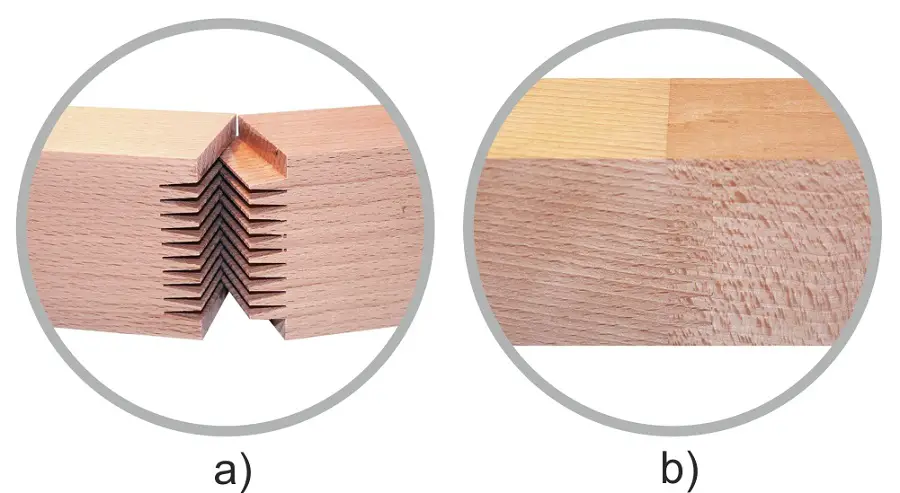
- with or without a tooth joint,
- panel pattern (with knots on one side, on both sides, without knots, with color variations)
The selected elements are used to make panels that fall into different quality classes.
Adhesive application. In panel factories the application of the adhesive is mechanized, the quantity being very well controlled in order to avoid problems of unsticking of the elements. With correct gluing, no matter how much pressure is applied to the glue line, it will not crack, the wood will crack first. If delamination does occur in the glue line, it means that not enough glue has been applied or it has not been well absorbed into the wood.
The adhesive is applied lengthwise (on the long edge), on the side where the joint is visible in the teeth, leaving it visible only on the edge of the panel.
Clamping. The elements to which the adhesive has been applied are placed one on top of the other in presses until the required panel width is reached. They are then pressed into the presses and cold-glued. The presses can be manual or pneumatic and can be of various sizes.


Calibration. After the time needed to glue the elements, the panels are removed from the presses and calibrated. Calibration removes excess glue, but also a thin layer of wood so that the panel is perfectly flat and any surface stains are removed.
At the end the panels are packed taking into account the wood's behavior to temperature and humidity.
The main advantages of solid wood panels are:
- very good stability. By cutting into smaller elements, the stresses specific to solid wood are removed so that the risk of cracking or bending is eliminated;
- large sizes, which allows you to make large-sized items (table tops, kitchen worktops);
- elimination of defects.
On the disadvantages we can note:
- discontinuity of the wood design,
- problems of uneven coloration that may occur due to different absorption.
The panels can be finished with oil, wax or varnishes and paints, just like solid wood. As mentioned, staining can cause staining problems, but these can be solved using controlled absorption staining materials.

I think it is now clear that solid wood panels cannot be compared with chipboard or MDF. Chipboard and MDF are wood chips, i.e. wood fiber (wood from which the lignin has been partially removed) and sawdust, mixed with glue and hot-pressed, whereas solid wood panels are cold-jointed pieces of timber. The adhesive used in solid wood panels is different from that used in chipboard and MDF, hence the lack of formaldehyde.
Unfortunately, the fact that it is made from pieces of lumber means that solid paneling is often treated as an inferior product. There are people tempted to choose a veneered chipboard panel over a solid one just because the design is more visible and has continuity. And something leads me to believe that few people are tempted to consider a countertop like the one below inferior, even though the pieces from which it was made are smaller than those used in a solid countertop.

Massive panel is considered solid wood even if it's not plank or beam, all over the world. Furniture, kitchen worktops or stair treads will look very well made of solid wood paneling, and when it is cut to fit the chosen spot you will definitely smell the wood.












Hello,
Please give me some advice on a solid wood panel floor, 600x2000x16. I was wondering if the floor could be made of such panels, glued with adhesive on a screed. Are there any stresses, cracking, bending? The surface would be 4×5 m, so about 20sqm.
Thank you.
Good evening,
The solid wood panels are very stable and do not bend because, by cutting into small elements, the tensions are eliminated. There is also no risk of cracking because the defects are eliminated by cutting.I don't think there will be any problems over time if you make the floor with such panels.
All the best!
Good morning!
I would like to ask you three questions, if the site is still active.
Is the solid spruce panel lighter or heavier compared to the pallet panel, at the same size of course?
As a price, in general, is it more expensive than pale?
Can these panels be milled, as in mdf, for example?
Thank you very much!
Good morning!
1. It is easier.
2. It should be more expensive.
3. It can be milled like mdf. When machined it behaves like a solid piece of wood, but is more stable.
All the best!
Don't forget to subscribe to the printed Wood Magazine! For only 58 lei/year you can find out news in the field, discover craft ideas or trade secrets. We remind you that the content in the printed magazine is different from the one on the website. Details in the link below.
Thank you!https://revistadinlemn.ro/product/abonament-revista-din-lemn/
[...] Houses made of lamellar beams. A great advantage of these houses is that they offer countless possibilities for joining. Laminated beams (glulam) as they are also called, are very strong and resilient. They are made by gluing several layers of wood together along the grain. The wood used to form the beams is free of defects. Before it is glued, all defects are removed and joined to form long, even very long elements. The principle is similar to that of making wooden panels. [...]
For the assembly of solid wood elements for the purpose of obtaining panels, certain conditions are imposed, the most important of which is that the faces of the solid elements in contact must be in the same structural direction. That is to say, radial section with radial section, tangential section with tangential section and semi-angential section with semi-angential section. If there is no resolution, half-angential with tangential and half-angential with radial are accepted, but tangential with radial is not ! Thus, the direction of the maximum contraction stresses are oriented in the same direction with both masses in the same direction ! In no case "The elements to which adhesive has been applied are placed one on top of the other in presses until the required panel width is reached."