



















Uneori, în fabrică, după ce s-a încheiat procesul de finisare și pelicula s-a uscat, se observă că, dacă suprafața este lovită sau cade ceva pe ea, apare o urmă albă. Aspectul este de sticlă spartă. Se poate crede că lacul este de vină, fiind prea dur sau prea casant. Apariția urmei albe indică de fapt lipsa aderenței la suportul sin lemn. În acel loc, lacul s-a desprins cu ușurință din cauza șocului mecanic și aerul a pătruns între lac și lemn. Pelicula de lac rămâne practic suspendată în aer și se sparge. Lipsă de aderență poate apărea și între straturile de material aplicat. Și în acest caz se manifestă tot prin apariția unei urme albe în urma unui șoc mecanic.

Cum testăm, fără aparate speciale, aderența slabă
Cel mai simplu este testul cu moneda. Practic, se trage muchia unei monede peste suprafața acoperită cu lac. Dacă apare o urmă albă, destul de lată, înseamnă că nu există aderență, straturile s-au desprins și a pătruns aerul.
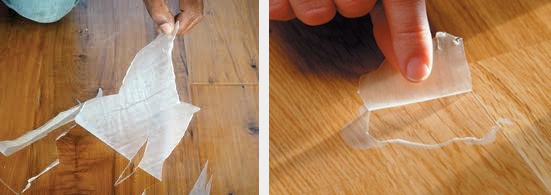
Un alt mod prin care se poate verifica aderența este testul grilă. Într-o zonă mai puțin vizibilă, se face cu un cutter o grilă ca la jocul “x și o”. Pătratele rezultate trebuie să aibă latura de 1-3 cm. Peste grilă se lipește o bucată de scotch care se smulge. Dacă pe scotch rămân peste 6 dintre pătratele de lac, atunci lacul nu are aderență.
Spargerea peliculei se întâmplă la lacurile pe bază de solvent. La cele pe bază de apă se întâmplă alt fenomen. Pelicula formată în urma uscării este rezultatul unei polimerizări tridimensionale care face ca moleculele să fie foarte bine legate unele de celelalte. Dacă pelicula nu are aderență la suport sau la stratul inferior, prin lovire, se deprinde. Apare tot o urmă albă, dar care nu se sparge ci poate fi jupuită ca o piele.
Care sunt cauzele și ce trebuie făcut pentru a avea o bună aderență la suport
Cauza principală a apariției defectului este șlefuirea necorespunzătoare sau chiar lipsa ei. Fie că este vorba de șlefuirea suportului lemnos sau șlefuirea între straturi, procesul este la fel de important.
În cazul șlefuirii suportului lemnos, calitatea materialelor abrazive și înlocuirea lor atunci când sunt deteriorate este foarte importantă. Practic, aderența este rezultatul pătrunderii grundului cât mai bine în lemn și prinderea de el. Cu cât lemnul este mai corect șlefuit, cu atât se creează rugozitatea necesară unei bune aderențe. Această rugozitate optimă trebuie găsită. Dacă este prea mare va face foarte dificilă șlefuirea ulterioară a grundului scăzând calitatea finisajului, iar o rugozitate prea mică va duce la aderență scăzută.
În general, șlefuirea finală în alb se face cu granulație 180-220 pentru mobilă și 120-150 pentru ferestre. Materialele abrazive trebuie schimbate când se încarcă cu praf de lemn sau după perioada de folosire recomandată de producător. Banda abrazivă folosită foarte mult se încarcă cu praf de lemn iar materialul abraziv se tocește. Rezultă o bandă cu granulație mai fină care nu mai șlefuiește lemnul ci îl netezește. În unele locuri pot apărea zone foarte netede și lucioase, numite oglinzi, unde aderența este foarte scăzută.
Vâscozitatea prea mare la aplicare este o altă cauză a aderenței scăzute. Fiind foarte vâscos, grundul nu poate pătrunde în lemn pentru a se prinde. În acest caz, dilția trebuie făcută conform indicațiilor din fișele tehnice și tehnologiile de aplicare, iar vâscozitatea se controlează cu ajutorul cupelor vâscozimetrice.
Aderența între straturi
Situația este la fel și la șlefuirea între straturi – trebuie creată rugozitate pentru ca stratul următor să se poată prinde. Există și excepții. Este cazul lacului nitrocelulozic care nu are nevoie de șlefuire pentru ca stratul următor să adere. Diluantul din stratul superior înmoaie stratul inferior, iar zona de contact se amestecă.
Nu la fel se întâmplă în cazul lacurilor cu întărire (uscare) prin polimerizare, cum sunt cele poliuretanice. Pentru ca stratul următor să aibă aderență, aplicarea stratului următor trebuie făcută imediat după șlefuirea între straturi. Uscarea în profunzime a stratului de lac poliuretanic durează mai mult, dar superficial se usucă în 2-3 ore. Dacă stratul superficial este îndepărtat prin șlefuire, se ajunge la partea mai moale și aderența este mult mai bună. Dacă se lasă mai mult de 3 ore după șlefuire, stratul se usucă superficial din nou, iar aderența scade. În intervalul de timp până la uscarea superficială, stratul următor poate fi aplicat fără șlefuire, așa numita metodă “ud-pe-ud”. Sunt necesare numai 15-20 minute pentru ca o parte din diluant să se evapore.
Și lacul hidrodiluabil trebuie șlefuit pentru că întărirea lui are loc tot în urma unei polimerizări. Când apa se evaporă, moleculele se apropie și reacționează între ele, formând pelicula de lac. De aceea nu se poate ataca pelicula de lac cu propriul solvent (apa), ca în cazul lacului nitrocelulozic.
Ca și în cazul celorlalte defecte de finisare este important să identificați cauzele acestora și să evitați apariția lor.
Sper să considerați utile informațiile de mai sus. Ca de obicei, completările sunt binevenite. Iar dacă aveți întrebări sau neclarități, lăsați-le mai jos, în spațiul dedicat. Sigur voi răspunde.












Adaugă comentariul