



















O discuție pe partea de finisare cu proprietarul unei fabrici de mobilier de baie mi-a adus în minte problemele care apar în această parte a producției. Aplicarea prin pulverizare a lacurilor sau vopselelor este des folosită și de foarte multe ori, mai ales în fabricile mici și medii, pulverizarea este manuală. Obținerea unei pelicule care să arate foarte bine ține de mai mulți factori: calitatea lacurilor și vopselelor, a pistolului/pompei de aplicare, experiența personalului, mediul de lucru, întreținerea traseelor, etc. Fiecare dintre acești factori poate influența calitatea peliculei și poate face diferența dintre un mobilier de calitate și unul ratat. Dar cum ne dăm seama cine este de vină când apare un defect pentru a vedea cum remediem? Despre acest subiect voi vorbi în continuare.
Cum identificăm cauza
Din păcate, nu există o metodă sau un aparat magic care să-ți spună pe loc care este problema și cum se poate rezolva. Există defecte care sunt cunoscute și pentru care sunt identificare deja soluțiile – voi reveni la ele imediat – dar de foarte multe ori ne aflăm în fața unei pelicule care nu arată bine deloc și primul gând este că lacul/vopseaua sunt de vină. Dar nu întotdeauna este despre materialele de finisare.
Cum sunt mai mulți factori implicați în proces, trebuie eliminați pe rând pentru a afla de unde vine problema. Și pentru că materialul de finisare este primul la care ne gândim, pe el îl eliminăm. Nu trebuie să schimbați furnizorul ci doar să găsiți o cantitate mică de produs diferit pe care să-l aplicați exact în aceleași condiții ca pe cel folosit inițial. Dacă defectul se repetă, nu materialul de finisare este de vină și problema trebuie căutată în altă parte.
Verificați pe rând pistolul, presiunea, traseele, mediul de lucru, tot ce ar putea influența calitatea peliculei, dar de fiecare dată schimbați un singur element. Este bine să aveți pistol de pulverizare de rezervă care să poată fi folosit la nevoie. Dacă aveți o cabină de pulverizare pentru aplicare, schimbați locul, faceți aplicarea în afara ei. Nu trebuie să obțineți suprafețe perfecte ci doar fără defectul inițial.
Când avem o problemă, avem tendința să o remediem fără a căuta cauza exactă și astfel problema reapare. M-am lovit frecvent de astfel de abordări în fabrici. Cel mai simplu este să dai vina pe lac. Poate fi adevărat uneori, dar mi s-a întâmplat de multe ori să identific probleme care nu erau legate de materialele de finisare. Odată rezolvate, defectele nu au mai apărut, iar calitatea finisajului a crescut considerabil.
Cauze și soluții
Spuneam mai sus că există și defecte ușor de recunoscut pentru care se cunoaște remediul. Sunt atât din cele legate de materialele de finisare, cât și legate de dotările, folosirea necorespunzătoare a unor instalații, sau nerespectarea anumitor cerințe.
Când problema vine de la lac sau vopsea, nu întotdeauna calitatea sau alegerea lui sunt de vină. De exemplu, dacă pelicula pare gazată, de vină este diluantul. Lacul poate fi de foarte bună calitate, dar diluantul adăugat să fie nepotrivit pentru temperatura din spațiul unde se face aplicarea.
Uneori, același defect poate avea mai multe cauze și ele trebuie îndepărtate pe rând pentru a afla de la ce a pornit totul. Doar aflând cauza exactă el nu va mai fi repetat.
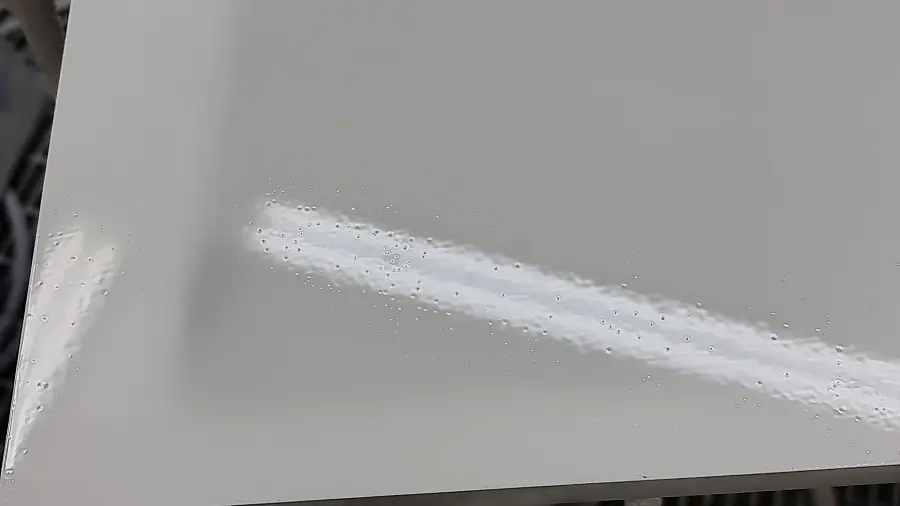
Mai jos, câteva dintre defectele vizibile imediat după pulverizare și cauza apariției lor:
- coajă de portocală – strat prea gros, cantitatea de diluant adăugată prea mică, distanța prea mică între pistol și panou,
- scursuri – diluție prea mare, duza pistolului nepotrivită (prea mare), tehnică greșită de aplicare,
- peliculă gazată, bule de aer în peliculă – diluant nepotrivit care se evaporă prea repede (trebuie unul mai greu volatil numit și retardant), reglajul greșit al pistolului (prea mult aer), presiune prea mare, temperatură prea mare în locul unde se face pulverizarea,
- înțepături în peliculă – apă pe trasee, în cazul în care lacul aplicat este pe bază de solvent (compresor, traseele de aer, furtunul pistolului) sau solvent în incintă, în cazul produselor hidrodiluabile,
- cratere în peliculă – urme de ulei, substanțe grase rămase pe suprafață de la mâini, șlefuire sau cârpele folosite pentru ștergerea prafului rezultat la șlefuirea între straturi, particule de silicon în mediul de lucru,
- incluziuni în peliculă – praf în zona de lucru, lacuri cu întărire cu pot-life-ul depășit, materiale vechi.
În ceea ce privește înțepăturile în peliculă, este bine să nu pulverizați în același loc și cu același pistol materialele pe bază de solvent cu cele pe bază de apă. Particulele pulverizate sunt foarte fine și rămân mult timp în aer. Dacă nu puteți folosi un alt spațiu, lăsați cel puțin 24 de ore între pulverizarea cu solvent și cea cu apă. Iar dacă nu este posibil să folosiți pistoale diferite, după spălarea obișnuită a pistolului clătiți-l cu acetonă sau alcool tehnic. Sunt compatibile atât cu apa cât și cu solvenții.
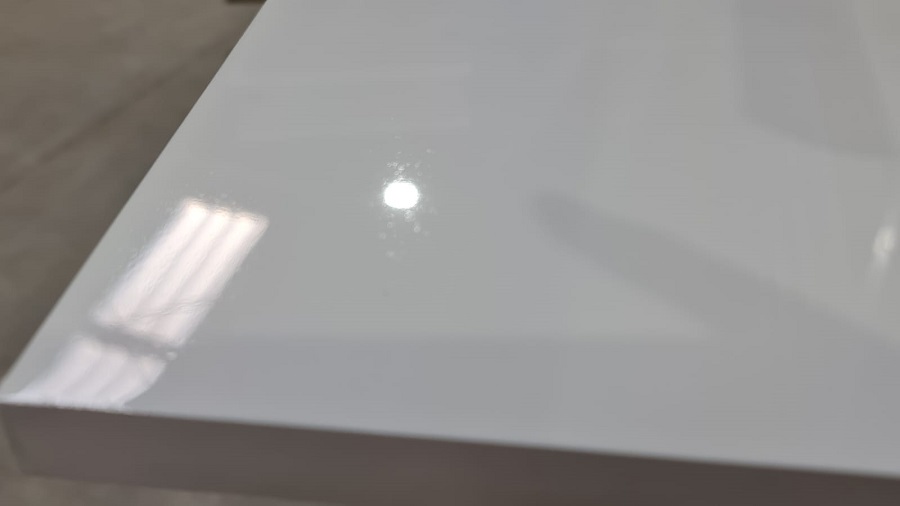
Praful din mediul de lucru este dușmanul finisajului, mai ales în cazul unuia foarte lucios. Calitatea este mult îmbunătățită dacă se folosesc cabine de pulverizare presurizate. Dar ele nu-și vor putea face treaba dacă în interior va fi o sursă de praf. Nu se șlefuiește niciodată grundul sau lemnul în interiorul cabinei, nici pentru cel mai mic remediu. Praful fin rezultat este preluat de curenții de aer din interior și va ajunge pe suprafețele proaspăt finisate.
Finisajul vinde mobila, o spun mereu și cred acest lucru. Alături de design, este ceea ce se vede și se simte înainte de a afla ce lemn este și cât de bine a fost prelucrat. Nu-l neglijați, iar dacă sunt probleme încercați să aflați cauza și apoi să remediați.












Adaugă comentariul