






















Come applicare le vernici raccomandato nelle schede tecniche dei prodotti mi ha ricordato un metodo di applicazione che viene ingiustamente trattato con meno fiducia rispetto ad altri metodi di applicazione. Si tratta dello stampaggio, un metodo molto utilizzato in passato e molto meno oggi, anche se il suo utilizzo presenta alcuni vantaggi.
Il vantaggio principale dello stampaggio è la riduzione della perdita di materiale. Il metodo di applicazione più comunemente utilizzato è la spruzzatura, ma la quantità di materiale perso varia da 20-25% per i pannelli pieni a 60-100% per gli oggetti più complicati. Questa perdita si riduce sostanzialmente con lo stampaggio.

fonte foto szjxuv.com
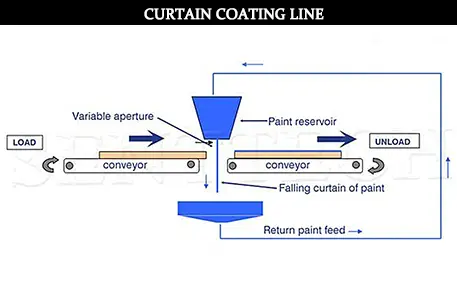
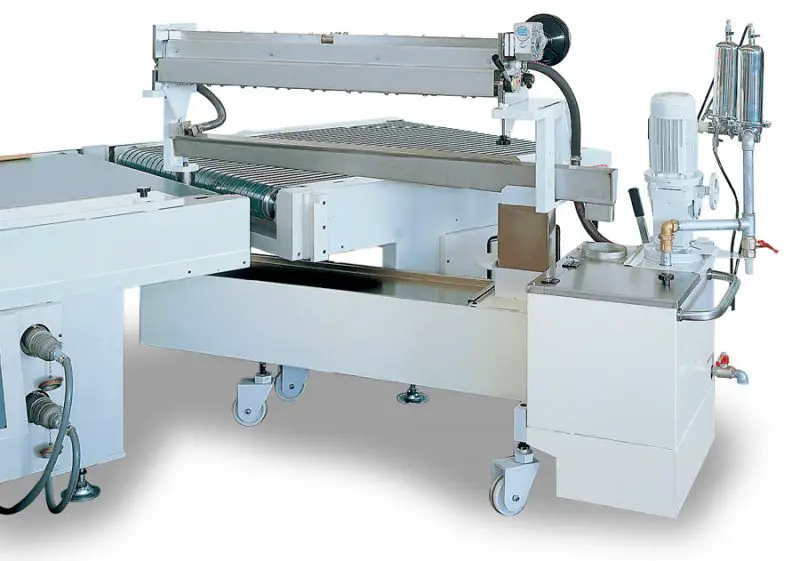
La formatura viene eseguita da una formatrice che generalmente è bloccata in una linea di finitura più complessa, ma può anche funzionare con solo 2 nastri trasportatori. Il principio della macchina è quello di applicare la vernice o il primer sotto forma di tenda. Le parti principali della macchina sono il nastro trasportatore e le teste di formatura della vernice. La perdita di materiale è minima, perché tutto ciò che non cade sull'oggetto da rifinire viene recuperato e riutilizzato.
fonte: infrared-dryer.com
A seconda del progetto, le macchine possono avere una o più teste di formatura. Ad esempio, le formatrici a più teste sono utilizzate per l'applicazione di miscele che hanno un breve pot-life, come i prodotti in poliestere.

fonte: giardina group.com
Le testine possono essere fisse o rimovibili. Il vantaggio di queste ultime è che sono facili da pulire.
fonte: ceflafinishing.com
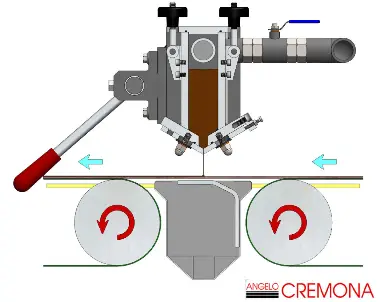
Il materiale nelle teste di formatura può essere spinto dalla gravità o dalla pressione. Nelle macchine a gravità, il materiale "cade" nella testa di formatura e forma la cortina di vernice, grazie alla forza di gravità. Nelle macchine a pressione, invece, si utilizza la pressione per far entrare il materiale nelle teste di formatura.
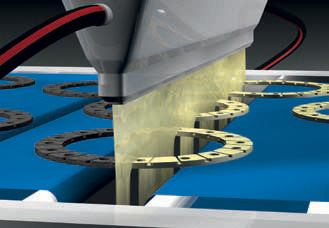
Modanatura, come Valutaresono utilizzati per le superfici piane. Questo è anche il loro principale svantaggio. Tuttavia, a differenza del livellamento, se gli oggetti da rifinire sono posizionati con una certa angolazione sul nastro trasportatore, è possibile rifinire anche gli spigoli e alcuni motivi di superficie (tavole di porte, rami, ecc.).
fonte: burkleamerica.com
Le formatrici sono altamente produttive, con velocità del nastro trasportatore fino a 150 m/min. Modificando la fessura attraverso cui cade il materiale, il consumo può essere regolato tra 60 e 450 g/metro. Nitrocellulosa, solubile in acqua, poliuretano, acrilico, indurente in acido, poliuretano, acrilico, ecc.
Un altro svantaggio della formatrice è la sensibilità della cortina di vernice. Può "rompersi" se c'è una corrente d'aria nella stanza o se, nel tentativo di ridurre notevolmente i consumi, la fessura viene aperta molto leggermente. Quando la cortina si rompe, la vernice non viene più applicata su parte dei pezzi, tanto più quanto maggiore è la velocità di avanzamento del nastro. Per questo motivo la macchina dovrebbe essere posizionata in zone prive di corrente e, una volta fissata l'apertura della fessura, non dovrebbe essere modificata durante l'applicazione.
fonte: angelocremona.it
Quando si applicano prodotti a base di solventi, la loro viscosità aumenta durante l'applicazione a causa della più rapida evaporazione del solvente. Pertanto, la viscosità viene controllata più spesso e regolata, se necessario, con l'aggiunta di diluente. La viscosità in fase di stampaggio è superiore a quella in fase di spruzzatura, raggiungendo i 16-28 secondi.
In effetti, la scorniciatrice non è un'opzione quando dobbiamo rifinire sedie o balaustre in legno, ma può essere una buona scelta per la finitura di porte, elementi piatti, cornici e altri oggetti in legno di questo tipo. Si può anche prendere in considerazione se nel profilo di produzione ci sono molti elementi piatti di piccole dimensioni, soprattutto perché esistono macchine di varie dimensioni, anche nella versione da laboratorio.

fonte: venetafinishing.it












Aggiungi commento