
















Sanding is one of the most important stages of finishing. The final quality of the furniture or wooden objects depends on how well and correctly it is done. This is because varnishes and paints not only do not hide the defects that can result from improper sanding, they actually highlight them. O correct sanding results in a well calibrated and uniform wood surface, with as few raised (subfloored) fibers as possible and a final lacquer film appearance with a pleasant, smooth, smooth, smooth finish, good adhesion to the substrate and between coats.
Sanding quality depends on the choice of abrasive materials
The quality of sanding depends not only on how it is done, but also on how the abrasives are chosen. We may often wonder why the quality of the finished object is not as expected even though the sanding has been done correctly, both before applying the polish or primer and between coats. One answer may be the wrong choice of abrasives.

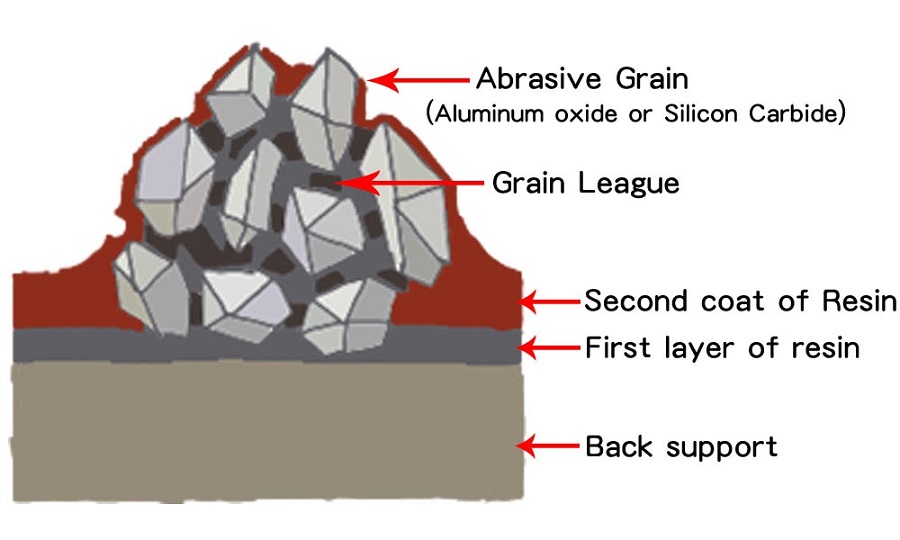
Abrasives used for sanding wood can be in the form of rolls, strips, disks, abrasive sponges. Whatever their shape, they have a backing onto which the abrasive grains are bonded. Each of these 3 elements - backing, adhesive, abrasive granules - has a say in the sanding process. In addition to these elements there may be additional treatments that give the abrasives certain properties. Let's take them one at a time.
The backing on which the abrasive granules are fixed
The backing is the base on which the abrasive granules are bonded. It must be strong enough to withstand the pressure exerted during sanding and have the ability to hold the grains stuck to it. The most commonly used backings are canvas and paper.
Support for canvas is used when strength and flexibility are needed. Cloth is stronger and more stable than paper. For example, cloth-backed abrasives are used when calibrating wooden panels or when sanding profiled elements, while paper-backed abrasives are used when sanding between layers. Cloth can have several stiffnesses, ranging from very flexible to hard, depending on requirements.

Paper used as a backing is of different weights, ranging from 90g/sq.m to 280g/sq.m. Weight is directly proportional to the strength and stiffness of the abrasive material and is important in choosing the right material. Thus, paper weighing between 90 and 110 g/mpg is recommended for hand sanding, between 120 and 180 for sanding with hand machines with abrasive discs, and above 220 for use on machines.

The influence of grain-binding adhesives on sanding
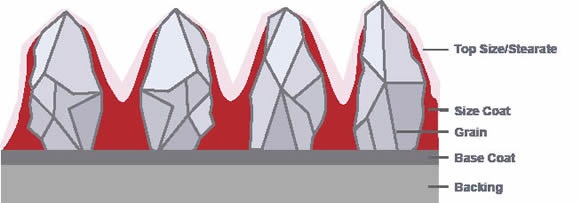
The adhesives used to bond the granules are synthetic resins. Natural products - bone glue - used to be used, but the properties of synthetic resins can be controlled more easily and are better performing. When making abrasives, two layers of adhesive are used, for bonding and re-bonding (R/R). Bonding glues the abrasive granules to the backing while re-bonding fixes them so that they do not move during sanding.
The amount of adhesive put on the backing influences the abrasive material. A thinner layer of adhesive means a more aggressive product, but with reduced resistance over time, while a thicker layer of adhesive means longer wear time, but less aggressive sanding. High aggressiveness is needed, for example, for calibration, whereas low aggressiveness is needed for sanding between layers (sanding the primer).
Types of abrasive granules
Abrasive grits are basically those that act on the wood or primer. Their choice is very important because they are the ones that make sanding efficient or fine, delicate. In the past sand was used as an abrasive. Now, however, these grains are produced industrially. The most commonly used materials are aluminum oxide and silicon carbide. Others include aluminum trioxide, zirconium oxide or electrocorundum (a mixture of aluminum oxide and carbon).
Aluminum oxide granules are suitable for most uses, being sharp and hard enough. Silicon carbide is less brittle than aluminum oxide (harder) and the grains less sharp. This makes it suitable for sanding hard wood (oak, beech) but also MDF, which has hard particles inside. The fact that the silicon carbide grains are less sharp makes them suitable for sanding between coats or polishing (polishing).
Important is also how they are arrange the granules on the support, closer together or further apart (sprinkling). A sparse dusting means that abrasive materials will be more difficult to clog with sanding dust, whereas a coarse dusting will result in a more uniform sanding.
Choice of abrasive materials
The most common choice of abrasives is granulation. It is the number of meshes/1 square inch of a site through which abrasive grains pass. It is a theoretical number and is set by standards. The one most commonly encountered, Pxx (e.g. P80, P220), is set by the European Federation of Abrasives Manufacturers (EFAP). Grain sizes get smaller and smaller as the grain size increases. Here are some examples to give you an idea:
- P80 200 micron wood pellets
- P150 100 micron wood granules
- P280 52 micron granules for primer
- P320 46 micron primer granules
- P1000 18 micron polycrystalline granules
- P2000 10 micron granules polishing

Sometimes abrasives have additional properties. You have probably not infrequently been offered stearate abrasives. This is an extra layer that is deposited on the material to reduce clogging. During sanding the stearate decomposes into a gas and prevents the resulting dust from settling. It is recommended for sanding papers used for interlayer sanding, but not recommended for cloths used for coarse sanding because it wears out very quickly, after which the cloth clogs easily.
It is also used as a backing so that it doesn't easily clog antistatized paper.
There is a lot more to be said about abrasives, belt splicing, the machines and equipment used for sanding, the hardness of the drums. In addition, each of the above topics can be developed and deepened. I therefore suggest you look for the continuation in the March 2018 print edition of the magazine.













Add comment