



















Cea mai folosită metodă de aplicare a baițurilor, lacurilor și vopselelor este pulverizarea. Fie că este vorba de ateliere sau de fabrici cu linii de finisare complexe, pentru a ajunge pe lemn și a forma pelicula, materialul trece prin unul sau mai multe pistoale de pulverizare. Din păcate, nu există pistol, oricât de performant ar fi, care să transfere lacul pe piesă în proporție de 100%. Astfel o cantitate de lac transformat în picături foarte mici rămâne în aerul din incinta unde are loc pulverizarea. În cazul liniilor de pulverizare problema este rezolvată pentru că pulverizarea are loc în zone închise conectate la sistemul de exhaustare. Când pulverizarea se face însă într-un spațiu amenajat într-un atelier sau într-o fabrică, pentru a nu avea probleme de calitate a peliculei sau de nivel ridicat de noxe, spațiul trebuie dotat cu cabine de pulverizare.
Ce este over-spray-ul, factorii care-l influențează si cum sunt afectate pelicula de lac și aerul din mediul de lucru
Prin pulverizare lacul este transformat în particule foarte fine. O parte dintre aceste particule ajung pe obiectul ce trebuie lăcuit și formează pelicula. Există însă o altă parte care rămâne în aer și se pierde. În industrie aceasta cantitate de lac se numește over-spray.
Over-spray-ul depinde de mai mulți factori:
- tipul pistolului,
- performanțele lui,
- metoda de aplicare (convențional, airless, airmix, electrostatic)
- forma obiectului ce se finisează,
- presiunea aerului.
Cantitatea pierdută ajunge în mediul de lucru făcând aerul greu de respirat și putând chiar afecta sănătatea în cazul în care operatorul stă o perioadă îndelungată într-un astfel de mediu. În plus, dacă materialul pulverizat este inflamabil, o concentrație mare de vapori crește riscul de incendiu.
Calitatea peliculei are și ea de suferit deoarece particulele de lac se usucă în aer și cad pe piesă înainte ca pelicula de lac depusă să se fi uscată. Acest praf de lac este inclus în peliculă ea devenind rugoasă. În industrie se folosește termenul de “gazare” a peliculei de lac.
Aeste neplăceri se rezolvă dacă spațiul unde se face pulverizarea se dotează cu cabine de pulverizare.

Ce este o cabină de pulverizare
Cabina de pulverizare este o instalație care elimină aerul viciat din incintă și îl purifică trecându-l prin filtre. Practic aerul este absorbit de un ventilator și scos afară, nu înainte însă de a fi îndepărtate particulele de lac cu ajutorul filtrelor.
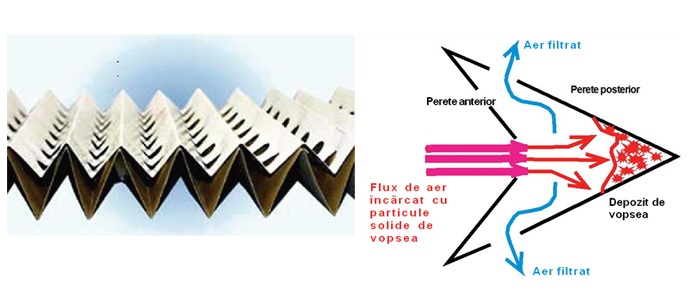
Filtrele care rețin praful fin de lac pot fi uscate sau ude. Un filtru uscat este format dintr-o aglomerare de fibre prin care aerul este obligat să treacă. Lacul uscat va fi reținut de aceste fibre în procent destul de mare, aerul devenind mai curat. Până la eliberarea în atmosferă, aerul poate trece prin mai multe astfel de filtre, procentul de reținere crescând.
Filtrele performante au mai multe straturi. Aerul trece printr-un prim strat de carton, care reține particulele mari de lac, apoi printr-unul de poliester, fibra de sticla sau alte materiale eficiente de filtrare care le va reține pe cele foarte fine.
Filtrul ud este o perdea de apă. Aerul viciat este absorbit prin perdeaua de apă, particulele de lac rămânând în apă. Ulterior în apă se pun substanțe (coagulanți) care precipită lacul și adună particulele pentru a putea fi purificată și filtrată.
Există cabine simple și mai puțin performante, dar și cabine dotate cu filtre performante care rețin și compușii organici volatili (COV), cu sisteme de încălzire/răcire a aerului adus în camera de pulverizare sau care au zone amenajate pentru uscarea pieselor vopsite. Să vedem câteva dintre ele.
Tipuri de cabine de pulverizare
1. Pereți absorbanți
Folosirea pereților absorbanți sunt cel mai simplu mod de a elimina particulele de lac din spațiul de pulverizare. Aceștia nu sunt eficienți dacă sunt așezați în spațiul unde se fac prelucrări mecanice și este mult praf de lemn. Pentru a obține pelicule de calitate pulverizarea trebuie făcută într-un spațiu separat și închis. O cabină poate funcționa într-un spațiu deschis numai dacă la fiecare loc de prelucrare mecanică există o gură foarte eficientă de aspirație a prafului.
Peretele absorbant este cel mai simplu mod de a elimina pierderile de la pulverizare. Instalațiile simple implică o construcție metalică, filtre și un ventilator care absoarbe aerul, îl trece prin filtre și-l eliberează în atmosferă.
Pot avea diferite dimensiuni și unul, două sau mai multe locuri de pulverizare. Puterea și numărul de ventilatoare variază în funcție de mărimea cabinei. O cabină este eficientă dacă reușește să schimbe de câteva ori într-o oră întreaga cantitate de aer din incintă. De exemplu, o cabină eficientă cu un loc de pulverizare, cu dimensiunile 2 m lungime și 2,20 m înălțime, trebuie să aibă un ventilator cu un debit în jur de 7000 mc/h.
În funcție de tipul filtrului folosit, pereții absorbanți pot fi cu filtru uscat sau cu filtru de apă. Peretele absorbant cu filtru uscat este o variantă foarte adaptabilă și poate fi montată în orice spațiu. Ventilatorul care aspiră aerul se montează pe acoperiș, în spatele sau în laterala cabinei. În fața peretelui absorbant se amenajează locul unde se face pulverizarea.
Aerul purificat este colectat cu ajutorul unei tubulaturi și eliminat în exterior sau dus spre alte filtre mai performante care pot reține compușii organici volatili (filtre de carbon).

Pereții absorbanți cu filtru de apă au o perdea de apă care se scurge pe un perete din tablă. În trecut, toate cabinele din fabrici erau cu filtru de apă. Pentru a putea fi montate trebuia să existe rețea de apă industrială. Acum sunt cabine cu sistem de recirculare a apei. Cabina de pulverizare se montează, este alimentată cu apă care este recirculată o perioadă, după care este schimbată. Apa conține coagulanți care fac ca reziduurile rămase în urma filtrării să se depună și astfel să poată fi îndepărtate cu ușurință.
Aerul este aspirat cu ajutorul ventilatorului și trecut prin perdeaua de apă. Filtrarea este cu atât mai eficientă cu cât aerul este trecut de mai multe ori prin apă înainte de a fi eliberat în atmosferă. Din punct de vedere constructiv există soluții pentru ca aerul să fie dirijat pe un anumit traseu sau de așezare a unor căderi de apă succesive în calea aerului aspirat. Și în acest caz, dacă este necesară filtrarea avansată, aerul este direcționat spre filtre speciale care rețin substanțele periculoase.

2. Cabine de pulverizare pentru laboratoare sau ateliere cu volum mic de piese lăcuite
Sunt cabine care respectă principiul cabinelor cu filtru uscat, dar sunt de dimensiuni mici. Ele pot fi dotate cu roți pentru a fi mutate cu ușurință. Volumul de aer aspirat este mic, iar aspirația aerului se face din interior, nu de afară.
Sunt cabine foarte adaptabile având forme și dimensiuni diferite. Ele pot fi folosite în laboratoare pentru a testa un lac, fiind practic o cutie în care intra mâna cu pistolul și obiectul de finisat. Pot fi adaptate pentru ateliere și fabrici mici astfel încât să ocupe cât mai puțin spațiu.

3. Cabine de pulverizare presurizate
Sunt cabine fără de care este foarte greu de obținut finisaje lucioase de calitate. Spuneam că inamicul calității la pulverizare este praful. Dacă se urmărește obținerea unui luciu înalt nu trebuie să existe praf în zona de pulverizare, iar o cabină obișnuită nu poate asigura acest lucru. Oricât de izolată va fi de spațiile de prelucrare, va exista mereu o sursă de praf. Pe pelicula lucioasă, mica particulă de praf se va vedea mult exagerată ca dimensiuni și efect.
Problema se rezolvă folosind cabine de pulverizare presurizate. Este vorba de o incintă închisă in care se creează o ușoară suprapresiune prin introducerea unei cantități mai mari de aer decât cea care este scoasă afară. Astfel praful din exterior nu va mai fi atras în interior. Pentru ca suprapresiunea să pesiste în timp cabina trebuie foarte bine etanșeizată.
Este bine de știut că imediat după montaj trebuie recirculat aerul o perioadă pentru a scăpa de praful din interiorul cabinei. Filtrele și izolațiile folosite în interior sunt surse de praf și trebuie foarte bine scuturate și aspirate înainte de începerea efectivă a lucrului.


Pistoale cu randament foarte bun al transferului de material pe piesă
Pierderile de lac la pulverizare se traduc prin pierderi efective de bani. Este motivul pentru care unii se îndreaptă spre alte sisteme și modalități de lăcuire. Pentru a nu-și pierde clienții producătorii de pistoale de pulverizare își perfecționează continuu tehnologiile pentru ca pierderile să fie reduse cât mai mult posibil.
Este și cazul firmei Sames Kremlin, al cărei distribuitor în România este Falk Consulting. Sames Kremlin produce pistoale cu procent de transfer de material ce poate ajunge la 80-90% și chiar peste. Despre pistolul Xcite, care are un randament de transfer de până la 86% v-am spus deja. SFLOW™ 275 & 450 este un alt pistol de pulverizare eficient, cu un randament de transfer de 81% și aplicare airless. Este ușor și foarte simplu de manevrat.
Dar Nanogun AIRMIX®, cu o eficiență a transferului de 93%, întrece toate așteptările. Aplicarea se face în sistem electrostatic și este foarte potrivit pentru pulverizarea vopselelor cu viscozitate medie. Surplusul de aer comprimat permite jetului să ajungă în cele mai ascunse locuri fiind foarte potrivit pentru lăcuirea obiectelor cu forme dintre cele mai diverse.
Dotarea cu o cabină este obligatorie dacă fabricați obiecte pe care le finisați prin pulverizare. Nu veți putea obține o peliculă de calitate dacă veți aplica lacul într-un spațiu deschis în care particulele de lac și praful plutesc în voie. Gândiți-vă însă că o cabină nu face minuni fiind necesar și un pistol de calitate care să reducă considerabil pierderile de material pulverizat.












Adaugă comentariul