






















I problemi di incollaggio del legno non sono necessariamente imputabili all'adesivo. Ci sono molti altri fattori da tenere in considerazione, tra cui la temperatura di stoccaggio e di lavoro, la preparazione del substrato di legno, la sua umidità, la quantità di adesivo applicato e il tempo di presa. I parametri da rispettare e le modalità di lavorazione sono sempre specificati nelle schede tecniche dei prodotti e, per una buona qualità dell'incollaggio, devono essere tutti presi in considerazione. Come dico sempre, i prodotti, per quanto buoni, non fanno miracoli. Abbiamo parlato con i rappresentanti dell'azienda Szolvegy di Targu Mures, produttore e distributore di adesivi TISZABONDper vedere come possono verificarsi problemi di incollaggio anche quando si utilizzano adesivi di qualità. Vediamo quindi come l'incollaggio è influenzato dai parametri di lavoro, dalle qualità del legno e dai fattori ambientali e quali problemi possono verificarsi nell'incollaggio del legno.
Adesivi in dispersione a base di PVA (acetato di polivinile) hanno un componente di base liquido e componenti solidi finemente suddivisi che galleggiano nel componente di base, formando insieme la dispersione. Durante l'essiccazione dell'adesivo, nel momento in cui si trasforma da liquido a solido, l'acqua viene rimossa causando la chiusura dei granuli tra loro e la successiva coalescenza, formando la pellicola. Questo processo è irreversibile (non può tornare alla sua forma liquida originale). Se questo processo di unione delle particelle non è completo, l'adesivo non fornirà il tack desiderato. La solidificazione dell'adesivo avviene solo in condizioni ottimali, sempre specificate nella scheda tecnica del prodotto.
Temperatura minima di formazione del film
Uno dei parametri più importanti che influenzano l'incollaggio è la temperatura minima richiesta per il serraggio. Gli adesivi PVA sono solubili in acqua, quindi l'acqua è il principale componente liquido. Questo tipo di adesivo congela a temperature inferiori a 0°C e l'adesivo viene distrutto. Di conseguenza, è necessaria una temperatura superiore a 0°C perché il film adesivo si solidifichi.
Temperatura minima di formazione del film (TMFP) è la temperatura alla quale l'adesivo può ancora creare un film continuo. A temperature inferiori il film non si forma. Il risultato dell'essiccazione sarà un rivestimento polveroso, privo di appiccicosità e di colore bianco che si stacca dal legno. La temperatura a cui si verifica questo fenomeno è detta anche "punto di sbiancamento". Questa informazione è sempre inclusa nella scheda tecnica del prodotto e si aggira sempre intorno ai 5°C.
Le ragioni per cui la pellicola adesiva non raggiunge la temperatura minima richiesta sono diverse. Eccone alcuni:
- L'adesivo ha una temperatura bassa, inferiore alla temperatura minima di formazione della pellicola. Il motivo può essere che l'adesivo è conservato in un luogo non adatto. Ad esempio, il magazzino non viene riscaldato alla fine del turno (di notte) o durante il fine settimana. In questo periodo la temperatura scende molto. Anche la temperatura dell'adesivo si abbassa e all'inizio del lavoro, se non si lascia che raggiunga la temperatura richiesta (temperatura minima di formazione della pellicola), si verificheranno problemi di congelamento dell'adesivo.
- la temperatura del legno da incollare è troppo bassa. La causa può essere che il legno conservato all'aperto o in magazzino non ha avuto tempo sufficiente per raggiungere la temperatura minima di formazione della pellicola prima dell'inizio della lavorazione. Nei pezzi incollati in questo modo, poiché l'intera sezione trasversale non è stata riscaldata, il centro del piano della colla si "raffredda" al di sotto della temperatura minima di formazione della pellicola. Anche se la presa sui bordi sarà buona, all'interno si forma solo uno strato polveroso e la pellicola adesiva si allenta.
- riduzione della temperatura nell'ambiente di lavoro.

Come evitare i problemi causati dalle basse temperature. Eliminare le cause
Adesivo devono essere conservati in locali riscaldati. Evitare di raffreddarlo al di sotto della temperatura minima di formazione della pellicola. In altre parole, l'adesivo non deve mai essere conservato in locali con una temperatura inferiore a 5ºC, anche se al di fuori dell'orario di lavoro effettivo (fuori turno, fine settimana).
Prima di applicare l'adesivo la legna deve essere riscaldata in modo che la temperatura del legno sull'intera sezione trasversale superi la temperatura minima di formazione della pellicola. Si consiglia di stoccare il materiale legnoso alcuni giorni prima della lavorazione in locali adeguatamente riscaldati e di suddividere e disporre le cataste in modo tale che l'aria calda della fonte di calore abbia accesso alla più ampia superficie di legno possibile. Se le cataste non sono distribuite correttamente, l'aria non raggiunge le tavole centrali che non si riscaldano. Non dimentichiamo che il legno è un ottimo isolante.
L'officina in cui si effettua l'incollaggio deve essere riscaldata a una temperatura compatibile con il processo di incollaggio.. Non è possibile incollare in locali non riscaldati o in cui il riscaldamento è stato acceso solo da poco tempo e la temperatura interna è molto bassa, per evitare che il legno e l'adesivo superino la temperatura minima di formazione della pellicola.
Rimozione dell'acqua dall'adesivo per la formazione della pellicola
Un altro parametro che influenza la qualità dell'incollaggio è la rimozione dell'acqua. Gli adesivi in dispersione PVA assorbono acqua per evaporazione e/o assorbimento nei pezzi di legno. L'acqua viene rimossa dall'adesivo in due modi:
Per evaporazione. Le caratteristiche degli adesivi e il loro funzionamento sono solitamente impostati dai produttori a 20°C e a un'umidità relativa di 50-60%. Se le condizioni di utilizzo in fabbrica differiscono da quanto sopra, anche i parametri di utilizzo degli adesivi (tempo di apertura, tempo di rilascio, tempo di riposo, ecc.) dovranno essere modificati. Se lo scostamento dai valori ottimali è molto elevato, i tempi sopra indicati vengono modificati.
Aumentando la temperatura si ottiene un'asciugatura più rapida dell'adesivo, che a sua volta riduce i tempi tecnologici. Al contrario, se la temperatura diminuisce, i tempi tecnologici aumentano. Anche la variazione dell'umidità dell'aria nell'area di lavoro influisce sulla rimozione dell'acqua. Se l'umidità diminuisce, l'adesivo si asciuga più velocemente e i tempi di processo si riducono, mentre se l'umidità aumenta, anche i tempi di processo aumentano. Le variazioni di temperatura e umidità dell'aria sono particolarmente importanti in inverno e in estate, perché è in questi periodi che si raggiungono valori che influenzano il processo di incollaggio.
Attraverso la diffusione dell'acqua nel legno. Il contenuto di umidità del legno influenza il tempo di indurimento dell'adesivo. Se il legno è più secco, l'acqua dell'adesivo viene assorbita più rapidamente, mentre se il legno è più umido, l'acqua dell'adesivo viene assorbita molto più lentamente. Se il materiale legnoso è troppo secco, l'adesivo verrà assorbito in profondità, lasciando uno strato insufficiente di adesivo sulla superficie di incollaggio e un'incollatura inadeguata. Se l'umidità del legno è troppo elevata, lo strato di adesivo si asciugherà più lentamente e i tempi tecnologici (tempo di pressatura, tempo di riposo) aumenteranno notevolmente. In casi estremi, quando il legno è molto umido, l'indurimento può anche non avvenire.
Come evitare i problemi causati dallo smaltimento dell'acqua. Spiegazione dei diversi comportamenti
Al variare dei parametri ambientali esterni (temperatura, umidità), è necessario modificare di conseguenza anche i tempi tecnologici.. Soprattutto durante i cambi di stagione, in primavera, quando si verificano forti sbalzi di temperatura da un giorno all'altro o nei caldi mesi estivi.
Il contenuto di umidità del legno è molto importante in quanto influisce in modo significativo sulla lavorabilità e sulla capacità di incollaggio. Il legno appena tagliato contiene una grande quantità di acqua, che deve essere eliminata prima della lavorazione. Ciò avviene tramite l'essiccazione. Dopo l'essiccazione, il legno cambia il suo contenuto di umidità a seconda delle condizioni ambientali esterne, fino a raggiungere l'equilibrio con l'umidità esterna in una determinata zona climatica. Quindi, a una determinata temperatura e umidità relativa corrisponde un determinato livello di umidità del legno.
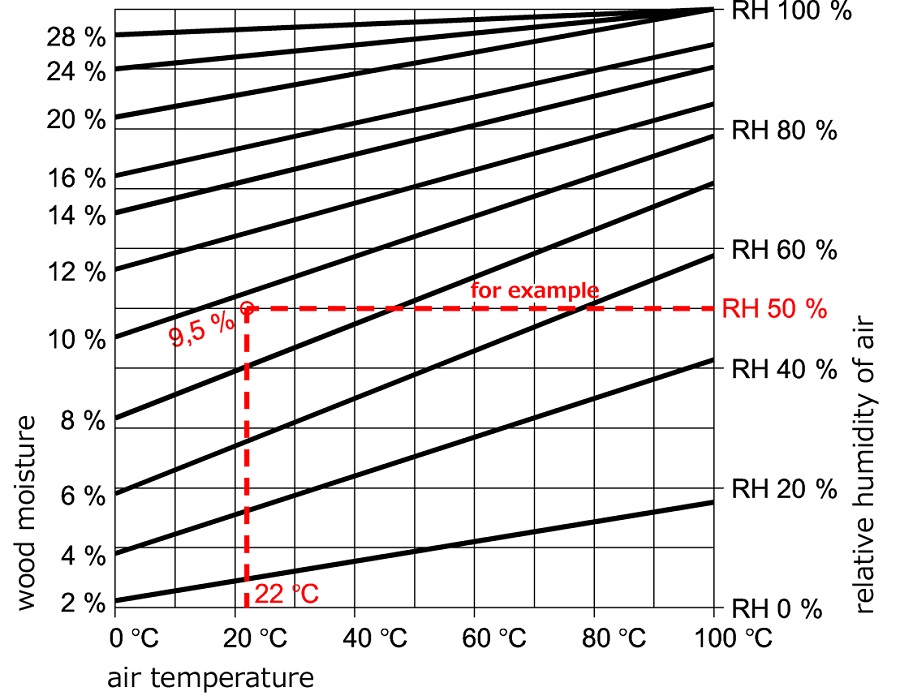
fonte: woodproducts.fi
Il legno deve essere essiccato in base alla sua destinazione d'uso, all'interno o all'esterno. Il legno per interni (mobili, rivestimenti, oggetti decorativi) dovrebbe avere un contenuto di umidità compreso tra 8 e 12%, mentre il legno per esterni (rivestimenti esterni, pergole, recinzioni) il 14-18% si asciugherà.
Si raccomanda che durante l'essiccazione si raggiunga un equilibrio di umidità il cui valore sia prossimo a quello della lavorazione. In questo modo si risparmia energia e si riducono notevolmente le successive variazioni dimensionali e le deformazioni del prodotto finito.
Un'altra conseguenza della variazione dell'umidità dell'elemento è la sua variazione dimensionale e talvolta la sua deformazione.. Le variazioni dimensionali del legno si manifestano solitamente con un ritiro o un rigonfiamento. A causa di queste variazioni, il legame è soggetto a sollecitazioni aggiuntive. Inoltre, il legno è un materiale anisotropo, con proprietà diverse in diverse direzioni, lungo, tangenziale o perpendicolare alla fibra. Questo fa sì che la sua variazione sia diversa a seconda del tipo di taglio. Pertanto, pezzi che sembrano quasi identici ma che sono diversi in termini di taglio (lungo, perpendicolare o tangenziale alla fibra) avranno variazioni diverse al variare del contenuto di umidità. Il risultato sarà che alcuni pezzi si curveranno e altri no, oppure la curvatura sarà diversa anche se i pezzi sono identici.
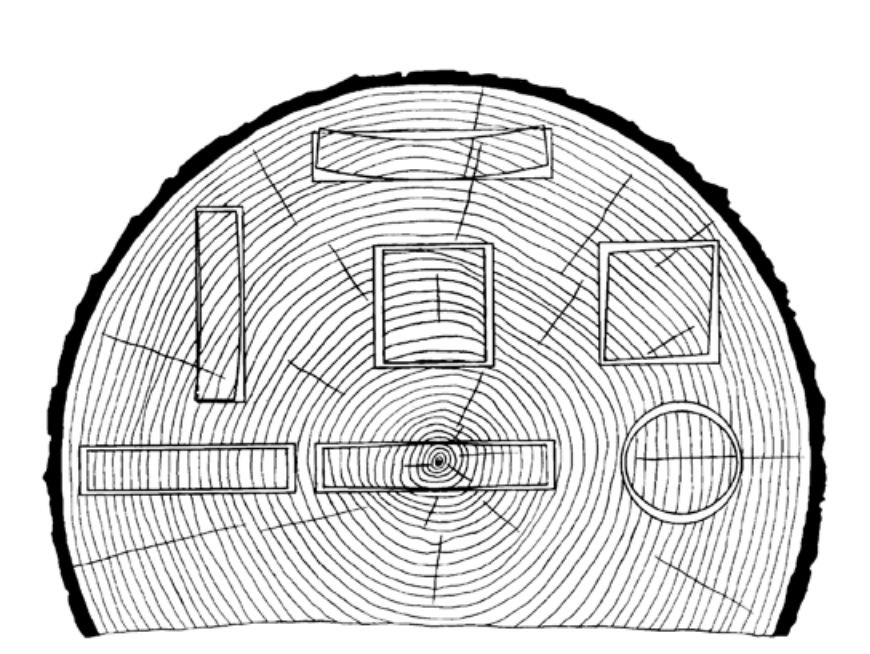
Fonte: instructables.com
La tempistica è molto importante
Per poter determinare le cause dei problemi di incollaggio del legno, è molto importante vedere se il problema si è verificato durante o dopo l'incollaggio, nonché il tempo trascorso prima che si verificasse il problema. In alcuni casi i problemi di qualità si verificano durante o subito dopo l'incollaggio. È più facile notarli e porvi rimedio. Se invece si verificano giorni o addirittura settimane dopo, le cause possono essere molteplici e può essere necessario del tempo per individuare la causa esatta del problema. Il legno utilizzato può svolgere un ruolo importante. Se l'incollaggio non viene eseguito alla perfezione, seguendo tutte le indicazioni fornite dal produttore nella scheda tecnica del prodotto, le variazioni dimensionali del legno causate da variazioni dei parametri esterni generano pressioni aggiuntive che sollecitano la colla e possono portare alla sua distruzione.
Szolvegy affronta in modo professionale tutti i problemi che possono insorgere nel processo di chiodatura del legno. Gli specialisti dell'azienda si concentrano soprattutto sulla ricerca della causa, in modo da eliminare i problemi e rimuovere completamente il rischio che si ripetano. La combinazione tra la professionalità dei tecnici, la qualità degli adesivi e l'ottimo rapporto con i partner, basato sulla collaborazione e sull'onestà, fanno sì che "Per un'adesione sicura, utilizzare gli adesivi "TISZABOND". non solo uno slogan aziendale.












Aggiungi commento