



















Loss of material is one of the main problems of spray application of finishing materials. This loss not only comes down to the actual cost of the varnish no longer reaching the wood, but also to the costs of exhaustion to remove finishing materials and thinners from the working environment. As these costs are far from small, equipment and spray gun manufacturers are continually improving their products to minimize losses.
Spraying systems with the best material transfer
Although we might think that only for very expensive pumps or automated spraying lines there are guns that have very good material transfer, this is not the case. There are also manual guns that reduce waste. What is important is how the gun works and the technology for which it was built.
Spray guns recognized for low material loss are:
- HVLP
- electrostatic guns
- airless guns
For each of these types of spray guns, there is a specific way of transferring the material to the object to be finished so that losses are minimized. Let's take them one at a time.
HVLP or High Volume Low Pressure
This type of spraying is actually a modified conventional spray. In conventional spraying the material is pushed through the nozzle of the spray gun by compressed air with a pressure of 3-5 bar. As it comes out of the gun a cloud of fine particles is created of which only a small part reaches the object, the rest is that "overspray" you have probably heard of, i.e. losses. Loss of material increases with increasing pressure and below 2.5 bar you no longer get uniform films. In conventional spraying the losses can be as high as 75%.
HVLP guns are modified so that the material can be sprayed at a low pressure of up to 0.7 bar. The applied material must have a lower viscosity than conventional spraying, which results in the use of a large amount of thinner. Losses are reduced, the resulting film is uniform and of good quality, but productivity is low.
It is a type of gun suitable for occasional finishing in a workshop where there is not a large volume of work. Note that you will need a larger amount of thinner.

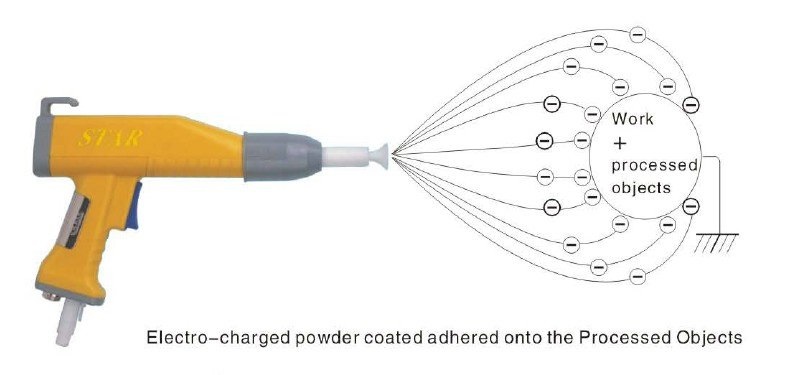
Electrostatic spraying
Electrostatic field spraying is based on the movement of fine varnish particles along the lines of an electromagnetic field formed between the negatively charged gun and the positively charged wooden object. The electrically charged varnish particles are attracted to the object along the lines of force of this field, yield the electric charge and are retained on the surface. The object is grounded so that the electric charge discharges into the earth and there is no danger of electrocution.
To have an optimal electrostatic effect the humidity of wood should be 10-12% and that of air no lower than 60-70%. It is known that wood is not a very good conductor of electricity. To increase its conductivity it can be treated with saline solutions or kept for a short time in special steam rooms.
When using electrostatic guns for the application of finishing materials the consumption is reduced by 50 to 80% compared to conventional spraying. Due to the electric charge, even if the spraying is done from the front of the object, the particles settle on the back of the object and are attracted by the electromagnetic field formed.
Airless spraying
Airless spraying is also called high pressure spraying. The operating principle is as follows: a high-pressure pump pushes the material (without compressed air) through a special nozzle. The pressure at the nozzle inlet reaches 90-360 bar. The nozzle atomizes the slurry to be sprayed and the jet comes out without being forced by the compressed air and unmixed with air.
It is a very suitable system for factories and comes with many advantages:
- high productivity,
- possibility to use high viscosity coating materials,
- reduction of material losses,
- material transfer efficiency
The disadvantage is that, as part of the system that makes airless spraying possible, the nozzle is fixed and you cannot adjust the width of the spray. In order for the jet to be changed the nozzle must be changed. For a spray line or for high-yield applications, where the parameters are fixed from the start and remain unchanged for a long time, this disadvantage is not very important.

An airless gun you might be interested in
It is well known that very high quality surface finishes cannot be achieved with airless spray guns. However Sames Kremlin overcame this problem with the airless gun SFLOW™ 275 & 450. The special nozzle makes a very good atomization of the material and thus very high quality finished surfaces are obtained. The gun also has a very good material transfer efficiency of up to 81%.
In addition the gun is reliable and durable, with an ergonomic design that allows a very comfortable grip. Specially designed for high productivity manual applications, it is easy to handle and the trigger is not tiring for the finger, it can be operated with 2 or 4 fingers.

If you want to reduce waste, get a quality film and high productivity you can see the gun as an alternative. Find it at Falk Consulting, the distributor of Sames Kremlin in Romania.












Add comment